
国際特許分類[B23K26/34]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 接合以外の目的の溶接,例.肉盛溶接 (160)
国際特許分類[B23K26/34]に分類される特許
51 - 60 / 160
レーザクラッドバルブシートの内部検査方法
【課題】レーザクラッドバルブシートの内部検査を非破壊で行える、レーザクラッドバルブシートの内部検査方法を提供する。
【解決手段】レーザ光を照射しながら金属粉末を溝部に供給して、当該溝部に肉盛り部を形成した後に、当該肉盛り部を所定のバルブシート形状に仕上げ加工して形成するレーザクラッドバルブシートの内部検査方法において、肉盛り部19の表層部の全域を、バルブシート形状の仕上げ加工の予定部から少なくとも超音波探傷器の不感帯に対応する領域Rを残して、バルブシート幅方向の断面視で多角形となる形状に鏡面加工し、多角形の各鏡面L2,L3を垂直に各々超音波探傷器51を走査し、超音波探傷器51の検査結果に基づいて肉盛り部19の良否を判定する。
(もっと読む)
スタイラスの成形方法、スタイラス、及び形状測定機

【課題】先端球をステムと同一の材料で短時間で効率よく一体成形することで、スタイラスを高い信頼性で成形可能とする。
【解決手段】棒状のステム104と該ステム104の先端に設けられた先端球106とを備えて接触式計測用プローブに用いられるスタイラス100の成形方法において、前記ステム104を位置決めする工程と、該位置決めされたステム104の先端部分にレーザ光128を照射する工程と、該レーザ光128を照射して該ステム104の先端部分を溶融後、表面張力により該溶融部分を前記先端球106として成形して固化するまで放置する工程と、を含む。
(もっと読む)
シリンダヘッドの製造方法
【課題】凹溝の開口端側でのクラック発生と中央部での内部欠陥発生の両方を抑制する。
【解決手段】 シリンダヘッド1のバルブシート形成予定部9に凹溝11を形成し、該凹溝11にレーザ光を照射しながら金属粉末15を供給して肉盛りし、バルブシート7を形成するシリンダヘッド1の製造方法において、前記凹溝11を、開口幅よりも狭い溝底面31を有し両側面33A、33Bの成す角θが90度を超えて120度以下の断面台形状とした。
(もっと読む)
溶接方法および構成要素
溶接によってへこみ(4)を塞ぐ際、結束不良や亀裂が生じる場合がある。へこみ(4)の外側およびその表面上に溶接材料が形成される好適な充填方法によって、上記の問題は回避される。 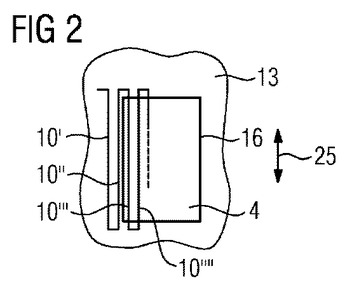 (もっと読む)
(もっと読む)
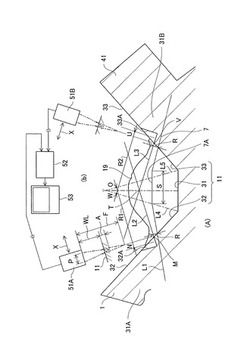
レーザクラッドバルブシート形成方法及びレーザクラッドバルブシート形成装置
【課題】レーザビームを走査することなく肉盛り可能なエネルギー密度としたリング形状ビームにて肉盛りを実現して肉盛り加工部の品質を高める。
【解決手段】シリンダーヘッドのバルブシート形成部位に形成されたリング形状凹溝に、リング状の金属材料である金属粉末リング体15を配置した後、この金属粉末リング体にレーザビームhvを照射して溶融固化させることによりバルブシートを形成する。レーザビームhvを、バルブシートの直径と近似した径且つバルブシートのリング幅よりも小さい幅のリング形状ビームとして、このリング形状ビームを前記金属粉末リング体全域に亘り偏芯照射させる。
(もっと読む)
レーザクラッドバルブシート用シート材及びレーザクラッドバルブシート形成方法
【課題】レーザクラッド加工終端部で肉盛り不足が発生せず且つレーザクラッド加工開始時にクラッド材と母材の界面を溶融させて溶着強度を確保し割れの発生を防止する。
【解決手段】シリンダーヘッド1のバルブシート形成部位2に配置され、レーザビームhvの照射により溶融されて該バルブシート形成部位2に肉盛りされることによりレーザクラッドバルブシートとなるレーザクラッドバルブシート用シート材。シート材9は、金属粉末からなるリング部9Aと、このリング部9Aの一部に切欠部10を有して形成されるレーザ照射開始部9Bと、このレーザ照射開始部9Bの上方に前記リング部9Aから起立したレーザ照射終端部9Cと、からなる。レーザ照射終端部9Cは、レーザ照射開始部9Bの上に重なるようにオーバーラップして形成されている。
(もっと読む)
金型補修方法
【課題】金型の補修の作業効率を向上させ、金型の補修にかかる時間を短縮することができる金型補修方法の提供。
【解決手段】金型補修方法のクラック切除工程では、刃物17を用いてクラック21aが生じているキャビティ画成部21Aの部分と共にクラック21aを切除して切除部分21bを形成する。次に、CTスキャン16により切除部分21bの形状を非接触でスキャンし、その結果をCTスキャン16において3次元化したデータとし、CADCAMシステム14へ出力する。次に、CTスキャン16からの3次元化したデータとCADデータとから、レーザー溶接装置10を自動制御するためのレーザー溶接CAMデータを作成するレーザー溶接CAMデータ作成工程を行う。次に、レーザー溶接装置10により切除部分21bに対してレーザー溶接による肉盛り溶接を施す。
(もっと読む)
レーザ肉盛方法
【課題】シリンダヘッドのバルブシートの肉盛り層に生じる欠陥を更に抑制可能なレーザ肉盛方法を提供する。
【解決手段】シリンダヘッド12のバルブシート16に銅合金粉末18を供給しながらレーザ光20を照射することでレーザ照射位置Pに肉盛り層を形成しつつ、該レーザ照射位置Pを前記バルブシート16に沿って円環状に移動させて肉盛りするレーザ肉盛方法において、前記肉盛りの開始時に、前記銅合金粉末18の供給量Sを徐々に増加させながら該銅合金粉末18の供給量Sに応じてレーザ光20の出力Wを増加させて肉盛りの始端部50を形成し、前記銅合金粉末18の供給量S及び前記レーザ光20の出力Wを一定に維持して肉盛りの通常部51を形成し、前記始端部50の手前から前記レーザ光20の出力Wを一定のままで前記銅合金粉末18の供給量Sを所定量Sbまで減少させて肉盛りの終端部52を形成し前記始端部50に重ねる。
(もっと読む)
レーザクラッドバルブシート形成方法及びレーザクラッドバルブシート形成装置
【課題】肉盛り終端部において肉盛り不足が発生することなく且つ希釈による割れの発生を抑制する。
【解決手段】シリンダーヘッド1のバルブシート形成部位に形成されたリング形状凹溝16に、金属粉末リング体2を配置した後、この金属粉末リング体2にレーザビームhvを照射して溶融固化させることによりバルブシートを形成する。レーザhvを金属粉末リング体2に対して照射する照射開始点から円周方向に順次照射して照射終了点に到達した時に、この照射終了点の肉盛り終了部2Aに金属粉末4を供給しながら該金属粉末4をレーザhvにより溶かして更に肉盛りを行う。
(もっと読む)
レーザ溶接装置
【課題】本発明は、溶接部位が離れたものや溶接箇所が多数存在するような被溶接物においても、溶接工程の生産性が低下しないレーザ溶接装置を提供する。
【解決手段】金属粉末を供給する複数の開口と前記開口毎の金属粉末の吐出を制御する吐出制御手段を有する送給手段と、被溶接物と送給手段を相対移動させる駆動手段と、吐出した金属粉末の位置にレーザ光を照射するレーザ光位置調整手段を設けたことにより、金属粉末の供給は複数の開口毎の金属粉末の吐出を制御することにより行われるとともにレーザ光の移動には高速なレーザ光位置調整手段を用いることができるため、時間のかかるレーザヘッドや被溶接物の移動を無くすことができる。
(もっと読む)
51 - 60 / 160
[ Back to top ]