
国際特許分類[B23K9/025]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | 直線状シームのためのもの (88)
国際特許分類[B23K9/025]に分類される特許
81 - 88 / 88
ガスシールドアーク造管溶接方法
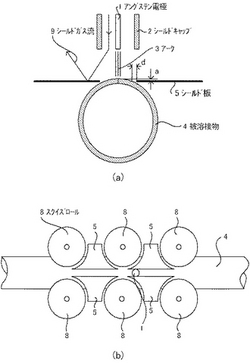
【課題】 被溶接物に非接触式で、簡便で勝つ良好なシールド状態が得られ、不活性ガス消費量を少なくしてテンパーカラーとアローマークの発生を抑止するTIGアーク造管溶接またはプラズマ造管溶接におけるガスシールド方法を提供する。
【解決手段】 TIGアークまたはプラズマアーク造管溶接方法において、溶接部をガスシールドするに際し、スクイズロールの前後に被溶接物と平行に、スクイズロールを干渉しないようにシールド板を配置することを特徴とするTIGアークまたはプラズマアーク造管溶接方法。
(もっと読む)
冷間加工された高強度シームレス耐食管の製造方法
【課題】シームレス管と比較して、外径が大きく、同等若しくは同等以上の品質及び性能を有し、製造コストを低減した溶接管を製造する方法を開発する。
【解決手段】耐食合金プレートを高速ロール曲げ機に供給することにより、所望の肉厚、長さ及び長手方向の継目部をした中空材を形成し、母材金属と類似する溶加材を用いて、或いは溶加材を用いずに、肉厚に渡り完全な溶け込みをするガス・タングステン・アーク溶接により長手方向の継目部を溶接する。複数の探針で溶接継目を超音波検査(UT)し、欠陥が発見された場合には、欠陥を修復或いは除去する。溶接部を圧盤でプレスし、或いは鍛造し、中空材本体を熱処理する。次に、外側と内側から酸化物の堆積分をすべて除去するために中空材をブラストし、或いは酸洗いする。中空材を冷間加工することによって高強度の耐腐食及び/又は耐浸食性のあるシームレス溶接耐食管へと完成させる。  (もっと読む)
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法

【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、溶接電極と前記パイプのなす角度を一定とすることを目標に、前記溶接電極の傾斜角度を調整する。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、該溶接電極と該パイプの間の距離を目標範囲に収めるように、該パイプを保持する高さを、該パイプの長手方向の少なくとも1箇所にて調整する。
(もっと読む)
ステンレス製フレキシブル管
【課題】可撓性を落とすことなく、ウォーターハンマーの繰り返し作用に耐えうる耐久特性を備えた、給水給湯用に好適な溶接管から製造されたステンレス製フレキシブル管を提供する。
【解決手段】板厚tが0.285mmから0.400mmのステンレス製板材を縦方向に溶接して形成した溶接管を、山部と谷部とが周期的に繰り返し形成され、その山部の管外側頂点及びその谷部の管内側頂点が曲面である波形形状に形成した可撓性を有したステンレス製フレキシブル管であって、前記溶接管の溶接部の外側ビード幅W1を0.741mm以上(3.884×t)mm以下とし、かつその溶接部の内側ビード幅W2を0.241mm以上(3.070×t)mm以下とし、かつ外側ビード幅W1を内側ビード幅W2以上とし、かつその溶接部の厚みW3を(0.969×t)mm以上(1.403×t)mm以下とした。
(もっと読む)
時効後の変形特性に優れたパイプライン用高強度鋼管およびその製造方法
【課題】優れた強度を有するとともに、塗装処理等における加熱によって時効した後も十分な変形性能を有するパイプライン用高強度鋼管およびその製造方法を提供する。
【解決手段】質量%で、C:0.02%〜0.09%、Si:0.001〜0.8%、Mn:0.5〜2.5%、P: 0.02%以下、S:0.005%以下、Ti:0.005〜0.03%、Nb:0.005〜0.3%、Al:0.001〜0.1%、N:0.001〜0.008%、を含有し、さらに、Ni:0.1〜1.0%、Cu:0.1〜1.0%、Mo:0.05〜0.6%、の2種以上を含有し、(Ni+Cu)−Mo>0.5を満足し、残部が鉄及び不可避的不純物からなる鋼板を冷間で筒状に成形し、端面同士をシーム溶接した鋼管であって、200℃から300℃の間に加熱後、管軸方向の2%の流動応力と0.5%の流動応力の差が30MPa以上である時効後の変形特性に優れたAPI規格X70〜X100級のパイプライン用高強度鋼管。
(もっと読む)
水平型自動溶接装置
【課題】 ワークを支持するマンドレルを交換することなく、厚みの異なるワークを同一のマンドレルを用いて突合せ溶接することができ、作業能率の向上及びコスト低減等を図れるようにする。
【解決手段】 キャビネット本体2に支持された水平姿勢の長尺状のマンドレル1に金属板材から成るワークWを支持させ、マンドレル1に設けたバックバー3上でワークWの端面同士を突合せ固定し、この突合せ部を溶接装置6により突合せ溶接するようにした水平型自動溶接装置に於いて、前記マンドレル1をその軸心を中心にしてキャビネット本体2に回転自在に設けると共に、当該マンドレル1の外表面に少なくとも薄板用のバックバー3と厚板用のバックバー3′を等角度間隔で配設し、ワークWの厚みに応じてマンドレル1を回転させ、ワークWの厚みに対応するバックバー3,3′上でワークWの端面同士を突合せ固定し、ワークWの突合せ部を突合せ溶接する。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 帯状金属薄板の幅等に関係なく先行帯状金属薄板と後行帯状金属薄板の突合せ溶接を高精度で行えるようにする。
【解決手段】 先行帯状金属薄板W1の後端部を支持する先行側作業テーブル3と、後行帯状金属薄板W2の先端部を支持し、両帯状金属薄板W1,W2の走行方向及び幅方向へ移動調整可能な後行側作業テーブル4と、両帯状金属薄板W1,W2の突合せ部近傍を挾持するクランプ機構5と、先行帯状金属薄板W1後端及び後行帯状金属薄板W2先端の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を溶接するTIG溶接装置7とを備え、前記両作業テーブル3,4に、先行帯状金属薄板W1の後端部及び後行帯状金属薄板W2の先端部を吸着保持する電磁石2を配設し、又、TIG溶接装置7の溶接用電極棒27の先端をシャープな円錐形状に形成すると共に、突合せ溶接時に於けるアーク長を磁気吹きが生じない長さに設定する。
(もっと読む)
81 - 88 / 88
[ Back to top ]