
国際特許分類[B23K9/025]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | 直線状シームのためのもの (88)
国際特許分類[B23K9/025]に分類される特許
21 - 30 / 88
核燃料保管ラック用ステンレス鋼角管およびその製造法並びにラック
【課題】高B含有オーステナイト系ステンレス鋼を用いた核燃料保管ラック用角管において、健全な溶接接合部分を有する信頼性の高いものを提供する。
【解決手段】質量%で、C:0.050%以下、Si:1.00%以下、Mn:1.50%以下、Cr:16.00〜25.00%、Ni:7.00〜15.00%、B:0.75〜1.50%、Mo:0.01〜1.00%、N:0.050%以下、残部実質的にFeであり、M値=551−462(C+N)−9.2Si−8.1Mn−29Ni−13.7(Cr+5.05B)−18.5Moが60.0以下である鋼板を使用して、溶接ビード最大幅が8.0mm以下である丸管を作り、これを成形して溶接部が平坦面にある角管を得る。
(もっと読む)
コイル材接続方法及びコイル材接続装置

【課題】生産ライン内で先後のコイル端部同士を溶接接合しても溶接接合部を境に曲がりを生じさせることがないコイル材接続の方法及び装置を提供する。
【解決手段】先行コイル9aと後行コイル9bの端部同士を接続するに際して、生産ライン内に送り込まれている先行コイル9aの帯材終端91と後行コイル9bの帯材始端92との端部同士を突合せ、突合せ部の前後で帯材90をクランプ機構32により保持し且つ突合せ部の裏側に耐熱性セラミックからなる裏当て材6を配置させ、この突合せ部の表側からアーク溶接のトーチ31を走行させて突合せ部を溶接接合する。
(もっと読む)
構造部材の溶接継手構造及びその溶接方法
【課題】溶接する構造部材の肉厚方向における応力腐食割れの発生を抑制することができる構造部材の溶接継手構造及びその溶接方法を提供する。
【解決手段】溶接トーチ50を配管1a,1bの突合せ面2に垂直にして配管1aの軸方向に配置し、溶接トーチ50を突合せ面2に対向させて配管1aの周方向に移動させながら、それぞれの突合せ面2に肉盛層3a,3bを形成する(B)。肉盛層3a,3bにそれぞれ開先4a,4bを形成し(C)、配管1aの開先4aと配管1bの3開先4bを対向させて配置する(D)。配管1aと配管1bの突合せ溶接を行い、開先4aと開先4bの間に溶接金属部5を形成する。各肉盛層内に、配管の母材と肉盛層の境界部から、肉盛層の溶接線に直交する方向(配管の軸方向)に伸びるデンドライトが形成される。
(もっと読む)
耐フレッティング疲労部材用チタン溶接管およびその製造方法
【課題】溶接部の成形性を維持しつつ疲労特性を向上することができ、且つ母材表面で生じるフレッティング疲労の発生を抑えることができる耐フレッティング疲労部材用チタン溶接管およびその製造方法を提供する。
【解決手段】溶接部内部の窒素濃度を母材内部に対して0.003〜0.030質量%高く、且つ冷延後に表面層が除去されていない母材部の表面にチタン窒化物を有する耐フレッティング疲労部材用チタン溶接管である。その製造方法は、造管に用いる板または帯状の冷延後に表面層が除去されていないチタンを窒素ガス雰囲気で加熱することによって窒化熱処理して所定の窒化を施した後、その板または帯を管形状に成形し、そのつき合わせ部をアルゴンガスでシールドして溶材を使用せずに溶接するものである。また、さらには上記溶接管を窒素ガス雰囲気または酸化雰囲気で加熱して軽窒化または軽酸化の熱処理を実施するものである。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】ワイヤ全成分組成が質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、必要に応じて、B2O3;0.1〜0.5%、Cu:0.5%以下を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であるフラックス入り溶接ワイヤ。
(もっと読む)
溶接ワイヤ送給用ガイド、サブマージアーク溶接機およびUOE鋼管の製造方法
【課題】UOE鋼管の外面シーム溶接に適用して好適なサブマージアーク溶接用の溶接ワイヤ送給用ガイドおよびそれを用いた多電極サブマージアーク溶接機を提供する。
【解決手段】耐熱性を有する絶縁体からなり、サブマージアーク溶接用溶接トーチの溶接チップへの取り付け部と溶接チップから突き出された溶接ワイヤをガイドするガイド部とを備え、前記溶接チップの先端に着脱可能とした溶接ワイヤ送給用ガイドであり、好ましくはガイド部の長さが5〜15mm、その先端が円錐状で、セラミックからなる。前記溶接ワイヤ送給用ガイドを、多電極サブマージアーク溶接機の少なくとも第1電極の溶接トーチに取り付ける。前記多電極サブマージアーク溶接機を用いて、UOE鋼管の外面シーム溶接を行う。
(もっと読む)
銅合金条材の接合方法
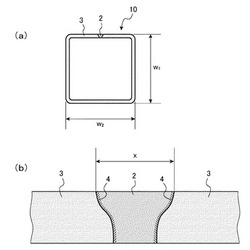
【課題】溶接部の接合不良や銅合金条材の変形を防止し、且つ、溶接部の機械的強度を向上させることのできる銅合金条材の突合せ溶接による接合方法を提案する。
【解決手段】突合せ部10の両端部を含む両銅合金条材2,3の両側面部に、突合せ部10の長さの4〜20倍の長さを有する銅合金条材2,3と同等の材質からなる一対の補助接合部材20を面接触させ、この面接触状態で、突合せ部10を溶接ヘッド8により接合した後、一対の補助接合部材20を除去する。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】板厚25mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】板厚25mm以上の鋼材を2電極以上のサブマージアーク溶接で内外面一層盛り溶接する際に、内面溶接と外面溶接の両方について、第1電極の電流密度を220A/mm2以上とし、鋼材表面位置における第1電極と第2電極のワイヤ中心間距離を25mm以上とし、第1電極と第2電極との電流比を0.8以下とし、さらに内面溶接、外面溶接のそれぞれにおける溶込み深さに対する開先形状、溶接速度、電流の影響を、これらをパラメータとするパラメータ式で求まる値(内面溶接金属の溶込み深さはLIW、外面溶接金属の溶込み深さはLOW)で代表させ、これらの値と板厚からなるパラメータ式を満足するように開先寸法と溶接条件を選択する。
(もっと読む)
UOE鋼管の製造方法
【課題】溶接材料の管理や余分なプレス加工を伴うことなく、引張強度が800MPa以上であり、外径が500mm以上であるとともに肉厚が6mm以上であるUOE鋼管の溶接部の横割れを防止することができるUOE鋼管の製造方法を提供する。
【解決手段】引張強度が800MPa以上であるオープンパイプ1の縁部に形成された開先加工部2に内面溶接および外面溶接を行う前に、オープンパイプ1の外面1aおよび/または内面1bにおける、オープンパイプの周方向へ開先加工部2に連続する所定の領域Aのスケールを除去した後に、内面溶接および外面溶接を行う。
(もっと読む)
長大鋼板の製造方法および開先加工装置
【課題】シャー切断された圧延鋼板を接合して長大鋼板を能率よく製造する。
【解決手段】シャー切断された圧延鋼板MPの長辺部を突合せ溶接して胴板BPを形成するに際し、複数枚の圧延鋼板MPを、切断整形時と同一の姿勢となるように作業台11上に配置するとともに、圧延鋼板MPの長辺部間にルート間隔をあけて固定し、圧延鋼板MP上を走行自在な開先加工装置により、ルート間隔に沿って走行させ両長辺部の表面コーナ部をそれぞれ切断して一度の走行でY型開先部12を形成し、そのままの状態で、溶接機SWによりY型開先部12を所定方向に先行溶接して複数の圧延鋼板MPを接合することにより胴板BPを形成し、胴板BPを反転して作業台11上に配置した後、Y型開先部12の溶接部の裏面に沿って後行溶接を先行溶接と同一方向に行う。
(もっと読む)
21 - 30 / 88
[ Back to top ]