
国際特許分類[B23K9/025]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | 直線状シームのためのもの (88)
国際特許分類[B23K9/025]に分類される特許
11 - 20 / 88
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が1%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が4%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
高圧縮強度鋼管及びその製造方法
【課題】鋼板の化学成分と金属組織を最適化することで鋼管成形での特殊な成形条件や、造管後の熱処理を必要とせず、鋼板の金属組織を最適化することで、圧縮強度の高い厚肉のラインパイプ用鋼管を提供することを目的とする。
【解決手段】質量%で、C、Si、Mn、P、S、Al、Nb:0.015〜0.07%、Ti:0.005〜0.035%を含有し、C(%)−0.065Nb(%)が0.025〜0.060、C(%)+0.67Nb(%)が0.10以下であり、鋼管の内面表層部及び管厚中心部のビッカース硬度をそれぞれHVs及びHVmとしたときに、HVs−HVmが30以上であり、Pcm値が0.20以下である鋼管であり、金属組織は、ベイナイトの面積分率が80%以上で、ベイニティックフェライトの面積分率が20%未満であることを特徴とする高圧縮強度鋼管。
(もっと読む)
造管設備に適用される鉄板ストリップ接合装置
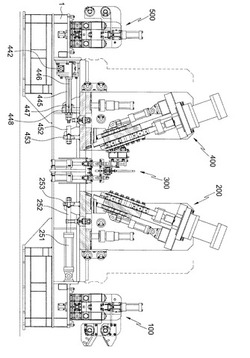
【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
溶接鋼管の製造方法

【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
高強度鋼管用鋼板及び高強度鋼管
【課題】優れた耐HIC性を有する高強度鋼管用鋼板及び高強度鋼管を提供する。
【解決手段】本発明による高強度鋼管は、質量%で、C:0.020〜0.070%、Si:0.05〜0.50%、Mn:1.10〜1.60%、P:0.008%以下、S:0.0006%以下、Cu:0.05〜0.50%、Cr:0.05〜0.50%、Ni:0.05〜1.00%、Mo0.50%以下、Nb:0.005〜0.080%、V:0.005〜0.080%、Ti:0.005〜0.030%、N:0.0015〜0.0070%、Al:0.005〜0.060%及びCa:0.0005〜0.0060%を含有し、残部はFe及び不純物からなり、式(1)を満たす。
0.6<Cu+Cr+Ni+Mo<1.5 (1)
ここで、式(1)中の各元素記号には、各元素の含有量(質量%)が代入される。
(もっと読む)
管体溶接装置
【課題】ワークの外周面の損傷や貫通孔の内周面の磨耗を軽減することができ、ワークが溶接位置を通過する際の通過速度を高速化して管体の製造時間を短縮できるようにする。
【解決手段】管体溶接装置10は、7個の無端状移動部材4及び溶接トーチ6を備えている。7個の無端状移動部材4は、各々が直線部分を含む循環経路を移動自在にされたチェーン41を備え、各チェーン41の直線部分でワーク100の外周面における突き合わせ部分110を除く周方向の7箇所に軸方向に沿って当接する。溶接トーチ6は、ワーク100の軸方向における各チェーン41の循環経路中の直線部分が位置している範囲内で、ワーク100の突き合わせ部分110に対向する。
(もっと読む)
ケージロール拘束方法
【課題】より肉厚の大きい鋼管において、溶接剥れをおこさずに仮溶接を行うことを可能にすることにある。
【解決手段】鋼管原管の外周面を取り巻くように各々所定拘束角度に配置された複数個のケージロールで前記鋼管原管を拘束しつつ荷重を加えて、前記鋼管原管の連続仮付け溶接が行われる突合せ部のギャップをなくすUOE鋼管のケージロール拘束方法において、ケージロール拘束から解放された際の鋼管仮付け溶接部に生ずる負荷が最小となるように前記複数個のケージロールの荷重および拘束角度を定めたことを特徴とするUOE鋼管のケージロール拘束方法である。
(もっと読む)
平板状条材の溶接方法
【課題】コイル溶接部が異形断面加工される際の破断を防ぎ、異形断面条材の生産性を向上させて製造コストを低減することができる平板状条材の溶接方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部41a,41bを有する平盤状V型ダイス40と、平盤状V型ダイス40の圧延加工面に対向して設けられた遊星圧延ロール51とを備えた異形断面条材製造装置50を用い、平盤状V型ダイス40と遊星圧延ロール51との間に、所定長さの平板状条材53が巻かれたコイル54から平板状条材53を導入して平板状条材53を異形断面条材62へ連続的に圧延加工するに際し、コイル交換時に交換前の前コイル54と交換後の次コイル11の平板状条材53の条材端面を互いに嵌合する嵌め合い形状に切断し、嵌め合い形状に切断した条材端面同士を嵌め合わせた後溶接する方法である。
(もっと読む)
水平型自動溶接装置
【課題】 円筒状に曲げ加工したワークの円周方向両端を正確且つ確実に突合せることができ、また、溶接済みのワークの取り出しを容易に行え、ワークの取り出し時に於けるマンドレル及びクランプ板等の消耗、ワークの損傷等を防止でき、更に、クランプ板の下降位置をワークの厚さに応じて自由に設定できる。
【解決手段】 マンドレル2に支持された円筒状のワークWの円周方向両端部をクランプ機構6により突合せ状態でクランプし、この状態でワークWの突合せ部を溶接するようにした水平型自動溶接装置に於いて、前記クランプ機構6は、弾性体19により下方へ附勢されてワークWの円周方向の両端部上面に傾斜姿勢で当接し得る対向状の一対のクランプ板18を備えており、当該一対のクランプ板18がモータ駆動型の駆動装置21によりマンドレル2に対して昇降動する構成とする。
(もっと読む)
11 - 20 / 88
[ Back to top ]