
国際特許分類[B23K9/025]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | 直線状シームのためのもの (88)
国際特許分類[B23K9/025]に分類される特許
41 - 50 / 88
ワークの水平型自動溶接装置及びこれを用いたワークの溶接方法
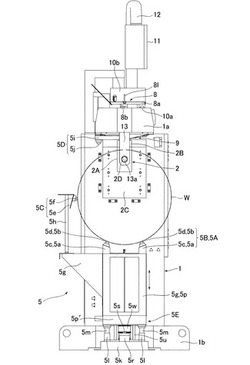
【課題】 円筒状に曲げ加工した直径の大きいワークをマンドレルにセットする際に、一人の作業員でもってワークをマンドレルに簡単且つ容易にセットすることができると共に、ワークを突合せ溶接する際に穴開き等の溶接欠陥のない溶接を行えるようにする。
【解決手段】 フレーム本体1に水平姿勢で支持されたマンドレル2に円筒状に曲げ加工した金属板製のワークWを支持させ、ワークWの円周方向両端を突合せた状態でクランプ機構9によりマンドレル2の上面側に設けたバックバー3上へ押圧固定し、その突合せ部を溶接装置10により突合せ溶接するようにしたワークWの水平型自動溶接装置に於いて、前記マンドレル2の周囲に、マンドレル2にセットされる直径の大きなワークWを水平姿勢で支持して円筒状に保持するワーク保持装置5を配設する。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物

【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
プラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置
【課題】バックシールド治具に不活性ガスを充満させて裏波ビードの酸化を防止し、裏波ビード形状を安定できるプラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置を提供する。
【解決手段】バックシールド治具9とワーク2の間に隙間を設けて、治具9内の余剰な不活性ガスと、トーチ54からのプラズマ流をスムーズに外部に排出することにより、開先部21での上下からのガスの衝突を防止でき、スムーズにプラズマが開先部21を通過できる。これにより良好なプラズマアーク形状を得ることができ、酸化を防止しながら安定した裏波ビードを形成できる。
(もっと読む)
パイプの製造方法及び同装置
【課題】溶接パイプにおいて、ビードの盛り上がり部が是正され且つ突合わせ部にずれが発生しないようなパイプの製造技術を提供することを課題とする。
【解決手段】ST01で、先ず、平板をO形に成形する。次に、突合わせ部を平坦化する(ST02)。続いて、突合わせ部に溶接を施す(ST03)。さらに、余剰ビードを押し潰す(ST04)。
【効果】外観形状に優れると共に2次加工において局部的に変形が発生しない溶接パイプを得ることができる。
(もっと読む)
帯状ワークの突合せ接合装置
【課題】 帯状ワークの突合せ溶接時にアーク光を遮蔽し、又、帯状ワークの溶接開始位置や帯状ワークの溶接部の圧延開始位置が帯状ワークの幅に関係なく常時一定位置になり、然も、帯状ワークの溶接部の圧延加工を確実且つ良好に行える。
【解決手段】 先行及び後行の帯状ワークW1,W2を挾持固定してその端面同士を突き合せる左右のテーブル2,2と、両帯状ワークW1,W2を同時に切断する切断装置3と、両帯状ワークW1,W2を突合せ溶接する溶接装置5と、両帯状ワークW1,W2の溶接部を圧延加工する圧延装置6とから成る帯状ワークの突合せ接合装置であって、溶接装置5は、前後方向へ往復移動自在な上部フレーム35と、上部フレーム35に配設され、帯状ワークW1,W2の幅方向へ往復移動自在なトーチ走行台38と、トーチ走行台38に上下動自在に支持された溶接用トーチ39と、トーチ走行台38に溶接用トーチ39を覆う状態で取り付けられ、アーク光を遮蔽するトーチカバー42とを備えている。
(もっと読む)
耐圧潰性に優れた溶接鋼管およびその製造方法
【課題】管の真円度および変形性能を低下させることなく、高生産性かつ低コストで製造できる、耐圧潰性に優れた溶接鋼管を提供する。
【解決手段】質量%で、C:0.03〜0.08%、Si:0.01〜0.50%、Mn:0.50〜1.75%、Al:0.08%以下、Nb:0.005〜0.060%およびTi:0.005〜0.040%を含有し、残部Feおよび不可避的不純物の成分組成を有する溶接鋼管であって、第2相組織の体積分率を2%以下、管の表層と管厚み方向中心部とのビッカース硬さの差を40以内、かつ管周方向の圧縮降伏応力を周方向の引張降伏応力の0.85倍以上とする。
(もっと読む)
溶接鋼管の製造方法
【要 約】
【課 題】 溶接鋼管のシームをサブマージアーク溶接で接合するにあたって、両面1層盛り溶接を行ない、靭性に優れたHAZを有する溶接鋼管を製造する方法を提供する。
【解決手段】 溶接鋼管のシームの外面側と内面側をサブマージアーク溶接にてそれぞれ1層ずつ溶接する溶接鋼管の製造方法において、内面側の溶接における溶接入熱HIIN(J/cm)と外面側の溶接における溶接入熱HIOUT(J/cm)の比が1.1≦HIOUT/HIIN≦1.5を満足し、かつHIIN(J/cm)と溶接鋼管の厚みt(mm)がHIIN≦231×t1.56を満足する。
(もっと読む)
金属溶接管製造装置
【課題】従来の金属溶接管製造装置は、復路管の内側に電力供給線を挿入することで電力供給線を冷却するように構成しているので、内面溶接トーチを冷却するのに十分な第2冷却水の流量(流速)を確保するために、復路管の径を大きくする必要があり、小径の金属溶接管に適用できないという問題が生じる。
【解決手段】本発明による金属溶接管製造装置は、往路管130及び復路管131の少なくとも一方を内部に第2冷却水14が通される金属管で構成し、この金属管を電力供給線17として用いる構成としている。
(もっと読む)
電縫管の製造方法
【課題】 ワーク部材の端部の溶断を防止できる電縫管の製造方法の提供。
【解決手段】 平板状の鋼板1を管状に曲げて加工したワーク部材2を形成すると共に、その両縁部4,5同士を軸方向に亘って外側から溶接して接合するようにした電縫管11の製造方法において、ワーク部材2の端部2a,2bの両縁部4,5に耐溶着性を有するシールド部材6,7を面一状態で接続し、該シールド部材6,7と両縁部4,5に跨って溶接を行うこととした。
(もっと読む)
溶接金属が優れた耐低温割れ性を有する溶接鋼管の製造方法
【課題】溶接金属中の拡散性水素を効率的に低減させることによって、溶接金属の成分に依存せず、かつ製造工程を追加せず、低温割れを防止できる溶接鋼管の製造方法を提供する。
【解決手段】融点が370〜1000℃の範囲内を満足しかつ室温にて固体粉末として存在するフッ素化合物を10質量%以下含有するフラックスを用いて、サブマージアーク溶接でシームを溶接する。
(もっと読む)
41 - 50 / 88
[ Back to top ]