
国際特許分類[B23K9/10]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 他の電気回路;電撃防止回路;遠隔制御 (91)
国際特許分類[B23K9/10]に分類される特許
71 - 80 / 91
消耗電極アーク溶接方法
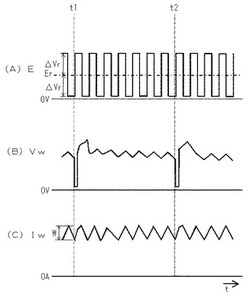
【課題】 中・大電流域の消耗電極アーク溶接において、アーク長を短く設定して溶接を行う場合の溶接安定性を向上させ、スパッタの発生量を削減し、溶接品質を良好にする。
【解決手段】 本発明は、定電圧制御された出力電圧Eをリアクトルを介して溶接ワイヤ・母材間に供給し溶接電流Iwを通電して溶接する消耗電極アーク溶接方法において、前記出力電圧Eを100Hz以上600Hz以下の周波数で周期的に変化させることによって前記溶接電流Iwを20A以上100A以下の電流振幅W内で変化させて溶接する消耗電極アーク溶接方法である。前記出力電圧Eの周期的な変化は、出力電圧の設定信号又は溶接電源の外部特性を変化させることによって行う。また、前記出力電圧Eは、矩形波又は三角波状に周期的に変化させる。
(もっと読む)
溶接装置

【課題】溶接条件指令が変わると、溶接電流や溶接電圧のばらつき具合も変化するので、上下限値としての許容範囲値も変更または切り替えをする必要があるが、容易に切り替える手段がない。
【解決手段】本発明は、実溶接電流または実溶接電圧が、許容範囲外であるか否かを判定するとともに、アーク溶接条件監視のために上下限値としての許容範囲値を複数記憶し、切り替え可能とすることにより、溶接箇所ごとに許容範囲値を切り替えることが可能となり、溶接箇所ごとに溶接条件指令が変わり溶接電流や溶接電圧のばらつき具合が変化した場合でも、適切な許容範囲値に変更または切り替えをすることができる。
(もっと読む)
溶接電源のロック制御方法。
【課題】 溶接電源に複数のロックモードを有し、ロック設定用キースイッチの操作によって所望のロックモードを選択することができるようにすること。
【解決手段】 溶接電源は第1ロックモード及び第2ロックモードを有し、溶接電源に設けられたロック設定部によって第1ロックモードを選択すると、溶接電源のフロントパネル及び溶接電源外部からの複数の指令信号の中から溶接起動・停止指令信号、溶接ワイヤを送給させるインチング指令信号及びシールドガスを放流させるガスチェック指令信号の入力を許可しその他の指令信号の入力を禁止してロックし、ロック設定部によって第2ロックモードを選択すると指令信号の中から溶接起動・停止指令信号、インチング指令信号、ガスチェック指令信号、出力電流指令信号及び出力電圧指令信号の入力を許可し、その他の指令信号の入力を禁止してロックすることを特徴とする溶接電源のロック制御方法。
(もっと読む)
熱処理システムのためのネットワークアーキテクチャ
熱処理システムは、製作品を処理する熱トーチ、熱トーチに電力を提供する電源、熱トーチおよび製作品を相対的に動かす位置決めシステム、熱処理システムを制御するコントローラ、および決定論に基づく通信ネットワーク、例えばSERCOSを使用して動作するネットワークを含む。決定論に基づく通信ネットワークは、少なくとも熱処理システムのコントローラ、電源、および位置決めシステムを共に接続する。決定論に基づく通信ネットワークを含む熱処理システムを使用するオペレータは、コンテンションに基づくネットワークを使用する従来のシステムよりも少ない時間を費やしてネットワークを維持、監督し、製作品を効率的かつ正確に処理し得る。  (もっと読む)
(もっと読む)
溶接機
【課題】無線通信で溶接機本体の溶接電流を遠隔操作して作業性を高め、しかも溶接電流をデジタル表示することにより作業者が目で溶接電流を直接確認でき、またデジタル表示により溶接作業の再現性を可能にできる溶接機を提供する。
【解決手段】トーチ12が接続される溶接機本体1と、その溶接電流を設定するポテンションメータ2を備え、これの操作により溶接機本体1の溶接電流を調整可能とした溶接機で、ポテンションメータ2に溶接機本体1の溶接電流を表示するデジタル表示部と無線送受信機を設け、またポテンションメータ2をコントロールするリモートコントローラ3を設け、このリモートコントローラ3に、ポテンションメータ2の無線送受信機に送信する無線送受信機と、ポテンションメータ2による溶接機本体1の溶接電流を可変制御する操作レバー36と、これにより可変制御された溶接電流を表示するデジタル表示部とを設けている。
(もっと読む)
溶接装置
【課題】 トランスや、リアクタといった高温に発熱するものを冷却フィンと同じ領域に配置すると、トランスやリアクタの発熱により、領域内温度が高くなり冷却フィンの冷却効率が低下し、電気素子の信頼性が低下するという課題を有していた。
【解決手段】 筐体と、筐体内を複数の領域に分ける仕切り部材と、筐体内に設けられており空洞部を形成する外周部を備えており1つの領域から他の領域に空気を流通させる略トンネル形状の放熱ユニットと、筐体内に設けられており放熱ユニットの空洞部に空気を流通させるためのファンとを備えており、上方の領域内の放熱ユニットに第一の電気素子を配置し、下方の領域でありファンによる冷却風の吹き出し側に第二の電気素子を配置した溶接装置。
(もっと読む)
アーク溶接機
【課題】 作業者が溶接トーチを持って1つの溶接が終了し、次の溶接を開始するときに、作業者が溶接電源設置場所に戻って新たな溶接条件を選択しなければならない。
【解決手段】 溶接電流、溶接電圧設定器及び設定・選択スイッチで形成し、溶接電流設定器は溶接電流設定値を出力し溶接電圧設定器は溶接電圧設定値を出力し設定・選択スイッチは設定・選択信号を出力するリモートコントロール装置と、負荷に電力を供給する主電源回路と、溶接電流、溶接電圧設定値及び設定・選択信号を入力し設定・選択信号が設定モードのとき溶接電流及び溶接電圧設定値に基づいて主電源回路の電力を制御し、選択モードのとき溶接電流又は溶接電圧設定値のどちらか1つ又は両方に基づいて記憶されている溶接電流及び溶接電圧設定値の組合せから成る複数の溶接条件の内1つを選択し主電源回路の電力を制御する主制御回路とを具備したことを特徴とするアーク溶接機である。
(もっと読む)
アーク溶接機の表示装置
【課題】 長寿命化を目的とし溶接待機中は表示器を消灯していた。しかし、再点灯するには作業者が溶接電源の場所に戻り、何等かの制御スイッチを操作する必要があった。
【解決手段】 負荷に予め定めた電力を供給する主電源回路と、起動/停止を指令するトーチスイッチと、作業者がトーチスイッチを押す時間が予め定めた判別時間以上のとき起動指令信号を出力し、判別時間未満のとき表示指令信号を出力する起動・表示判別回路と、起動指令信号が入力されると主電源回路を制御して出力を開始する主制御回路と、溶接条件を表示する表示器と、起動指令信号が入力されている期間中は上記表示器を点灯させ、起動指令信号が入力されていない期間中は消灯させ、表示指令信号が入力されると所定時間の間表示器を点灯させる表示駆動回路と、を具備したアーク溶接機の表示装置である。
(もっと読む)
消耗電極アーク溶接のくびれ検出制御方法
【課題】 溶滴のくびれを検出してアーク再発生直前に溶接電流Iwを急減させてスパッタを削減するくびれ検出制御方法において、くびれ検出精度を向上させる。
【解決手段】 本発明は、短絡状態Tsからアークが再発生する前兆現象である溶滴のくびれ現象を消耗電極・母材間の抵抗値の変化Δrが予め定めたくびれ検出基準値rtに達したことによって検出し、このくびれ現象を検出(Nd=High)すると短絡負荷に通電する溶接電流Iwを急減させて低電流値の状態てアークが再発生するように出力制御する消耗電極アーク溶接のくびれ検出制御方法において、前記短絡状態Ts中の溶接電流Iwの微分値を算出し、前記くびれ検出基準値rtからこの電流微分値dIw/dtを減算したくびれ検出基準算出値rtcによってくびれを検出する、ことを特徴とする消耗電極アーク溶接のくびれ検出制御方法である。
(もっと読む)
複数の煙成分の濃度を監視することを通じて複数の溶接パラメータを調節することにより電気アーク溶接工程を制御する方法及び装置
本発明は、アークから遠方の雰囲気中の複数の煙成分の濃度が幾つかのセンサ48、52、54、56、58、60を使用することを通じて監視される、半自動式又は自動式電気アーク溶接工程用の方法及び装置に関する。制御信号は、制御信号に応答して複数の工程パラメータを調節するようプログラム化された少なくとも1つの過程制御手段62に供給され又は伝送される。  (もっと読む)
(もっと読む)
71 - 80 / 91
[ Back to top ]