
国際特許分類[B23P21/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ユニットを構成するべく種々の多数の部品を組立てる機械で,そのような部品の先後加工があるものまたはないもの,例.プログラム制御付きのもの (845)
国際特許分類[B23P21/00]に分類される特許
791 - 800 / 845
ICタグ付き機械部品のICタグ利用方法
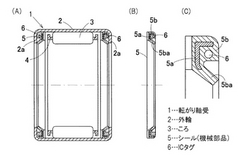
【課題】 機械部品に取付けられたICタグを、固定識別や製造履歴の管理の以外に、組立工程における機械部品の判別に利用できる方法を提供する。例えば、表裏判別や、左右の取付位置の判別、厚さ選別、マッチング、多品種同ライン生産等に利用する。
【解決手段】 表裏の区別があるシール5において、非接触交信型のICタグ6を、表側からの交信と裏側からの交信とで交信状態に差が生じるように取付ける。ICタグ6への交信により、シール6の表裏判別を行う。左右のシール5が、互いに異なるものである場合は、左右のシール5の判別にICタグ6を利用しても良い。
(もっと読む)
装置と人との共同作業システム

【課題】装置と人とが共通の領域で作業を行う際、取り扱うワークが変更された場合でも、装置と人の有する特性が最大に発揮され、効率的に処理できるようにした作業システムを提供する。
【解決手段】装置と人が車体に対して組付部品の組付作業を行い、この組付作業が、例えば部品取出し、搬送、位置決め、取付け/締付け等の作業に区分けされる場合、すべての作業を装置が行うパターン1や、一部の作業を人のみまたは人と装置とが共同して行い、残りの作業を装置が行うパターン2〜パターン4等を予め設定しておき、組付部品の種類等によってパターンを切換えて作業することにより、組付部品の種類等が変更された場合でも、装置の有する優れたパワーと、人の有する優れた判断力とが最大限に発揮されるようにする。
(もっと読む)
ベアリングキャップ脱着装置
【課題】シリンダブロックに対するベアリングキャップの離脱及び嵌合を一つの装置で行えるようにする。
【解決手段】シリンダブロックに嵌合されたベアリングキャップ3に掛止されるフック係合部41a及びシリンダブロック1との嵌合が解かれたベアリングキャップ3に当接される当接係合部41bを有する係合部材40、係合部材40とベアリングキャップ3とを,離脱開始位置及び嵌合開始位置に相対的に位置決めする位置決め機構、ベアリングキャップを離脱及び嵌合させるべく係合部材40を駆動する駆動機構60,70,等を備えている。これにより、一つの装置で、ベアリングキャップの離脱と嵌合を行うことができるため、エンジンの自動組付け生産ライン等において、生産設備の小型化、設備の設置に要する面積の省スペース化、生産性の向上等を達成することができる。
(もっと読む)
ピストンリング組付け装置
【課題】 本発明は、オイルリングなどのピストンリングを装置に供給する供給作業に手間がかからず、供給する際の装置の停止時間を短縮し、積層した場合に下になったオイルリングの変形を防止するピストンリング組付け装置を提供する。
【解決手段】 ピストンリング組付け装置41は、オイルリング用ツインマガジン装置87を備えたオイルリング組付けステーション46を備える。オイルリング用ツインマガジン装置87は、ピストン11を載せてオイルリング24を組付ける稼働マガジン(第1マガジン装置)117と、この稼働マガジン117に対して並列に配置し供給されたオイルリング24を保持して待機する待機マガジン(第2マガジン装置)118と、これらの待機マガジン118と稼働マガジン117との間の中央を中心121に旋回させるマガジン交換装置86と、を備える。
(もっと読む)
無人搬送車の運行制御方法及び運行制御システム
【課題】 無人搬送車を利用した生産設備において、生産計画に対応して作業パターンを柔軟に変更し、生産効率の最適化を図ること。
【解決手段】 生産設備Aにおける作業パターンとして、無人搬送車100の移動経路のうちの第1の経路に沿って設定された複数の作業ステーション(直1〜直4)において、無人搬送車100に搭載されたワークに対する複数の作業を分担して行う直列作業パターンと、第2の経路の途中に設定された単一の作業ステーション(並1〜並3)において、無人搬送車100に搭載されたワークに対する複数の作業を一括して行う並列作業パターンと、これらを並行して行う混在作業パターンと、が設定可能であり、各種類のワークの作業時間と、各種類のワークの生産率と、各種類のワークの生産変動率と、に基づいていずれかの作業パターンを設定することを特徴とする。
(もっと読む)
アクスル・モジュールの組立て方法およびその装置
【課題】アクスル・モジュールの組立て工程において、アクスル部材を作業台に(裏返しでなく)正位置に載置してリーフ・スプリングの組付けを行うとき、リーフ・スプリングその他部材に予期しないストレスが発生することがあり、これを防止するためのモジュール組立て工法を提供する。
【解決手段】アクスル部材を作業台に載置した状態で、リーフ・スプリング取付けのためのUボルトを締付ける前に、左右のリーフ・スプリングの車体への取付け孔を共に貫通するピンを挿通する。これにより、リーフ・スプリングとアクスル部材との結合が、リーフ・スプリングと車体フレームとの結合より先になっても、リーフ・スプリングに無用なストレスがかかることがなくなる。このピンは、アクスル・モジュールを車体へ取付ける前に抜き取られる。
(もっと読む)
アクスル・モジュールの組立て方法およびその装置
【課題】アクスル・モジュールの上下反転を不要とするための方法および装置を提供する。
【解決手段】アクスル部材3およびリーフスプリング1を支持台5に(裏返しではなく)正位置に載置し、台車10に搭載した締付け工具7を締付けようとする一対のUボルト2の先端下方位置に移動させ、締付け工具7に装着されたソケット8を上昇させるとともに回動させて、仮締めされた複数のナット4の締付けを行う。締付け工具7と台車10との間には締付け工具7先端の位置ずれを調節する可動手段を備え、また、複数の締付け工具7の相互位置を複数の規格について対応させる調節手段を有する。
(もっと読む)
コネクティングロッド軸受メタル確認装置
【課題】クランクシャフトにコネクティングロッドが取り付けられた状態で、クランクシャフトのクランクピンとコネクティングロッドのクランクピン孔との間に軸受メタルが装着されていることを確認できるコネクティングロッド軸受メタル確認装置を提供する。
【解決手段】コネクティングロッド110が組み付けられているクランクシャフト100を保持し、クランクピンの中心とピストンピン孔117の中心とを結ぶ直線に沿ってコネクティングロッド110を往復移動させ、その移動量を測定する。そして、測定した移動量が予め設定されている基準値よりも大きい場合に、軸受メタル120が未装着であると判断する。
(もっと読む)
アクスル・モジュール取付け方法および装置
【課題】シャシ・フレームにアクスル・モジュールを取付ける工程を(裏返しの状態でなく)上下正位置で行う。工程途中でシャシ・フレームを空間に吊り上げ上下を反転する大がかりな設備および工程をなくする。製造ラインの天井空間を小さくする。回転組立て台に供給するに適するアクスル・モジュールの取付け方法および装置を提供する。
【解決手段】アクスル・モジュールを第一の支持台に正位置で搬入し、シャシ・フレームを第二の支持台にこれも正位置で搬入する。第一の支持台をせり上げてその取付け端をシャシ・フレームの取付けブラケットに一致させる。このせり上げのために、シリンダ手段およびホバー手段を利用する。
(もっと読む)
カーペットモジュール折り畳み保持装置及びカーペットモジュール搬入装置
【課題】 簡単な構造でカーペットをしわ無く折り畳んだ状態で保持することのできるカーペットモジュール折り畳み保持装置を提供する。
【解決手段】 クランプ受け部7を一端に有した本体アーム8と、カーペットモジュール1をクランプ受け部7に押し付けてクランプさせるクランプ部9を一端に有したリンクロッド10と、本体アーム8の他端に設けられると共にリンクロッド10の他端と連結され、カーペットモジュール1をクランプするクランプ位置と該カーペットモジュール1をアンクランプするアンクランプ位置との間で前記リンクロッド10を可動させる操作レバー11とを備える。そしてこの装置では、クランプ部9で一端側をクランプさせ、カーペットの孔部22を操作レバー11に挿入させてそのカーペットモジュール1の自重でリンクロッド10をクランプ位置へと付勢させて当該カーペットモジュール1を保持させるようにする。
(もっと読む)
791 - 800 / 845
[ Back to top ]