
国際特許分類[B24B35/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 工作物表面を超仕上,すなわち,高い振動数で往復運動する研磨体により工作物表面を仕上する機械または装置 (33)
国際特許分類[B24B35/00]に分類される特許
1 - 10 / 33
超仕上げ加工装置、超仕上げ加工方法、及び超仕上げ加工された軌道面を有する軸受の外輪
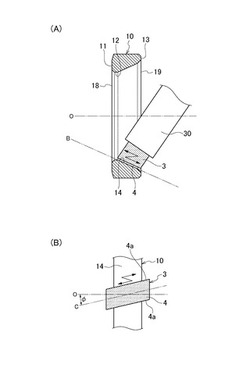
【課題】円環部材の内周面に形成された対数クラウニング面に対し、軸方向に均一な仕上げ加工を短時間で施すことができる超仕上げ加工装置、超仕上げ加工方法、及び当該超仕上げ加工方法によって超仕上げ加工された軌道面を有する軸受の外輪を提供する。
【解決手段】超仕上げ加工装置1は、加圧部30に保持された砥石3を、対数クラウニング面の母線に接する面Bに沿って、外輪10の中心軸Oに対して一定の角度φだけ傾斜した方向Cに往復直線運動させる往復直線運動機構40を備える。
(もっと読む)
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法

【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
超仕上げ加工方法および超仕上げ加工装置
【課題】安定した加工状態を得ることが可能な超仕上げ加工方法および超仕上げ加工装置を提供する。
【解決手段】回転する工作物9に砥石台4に支持した砥石10を揺動させながら押し当てる超仕上げ加工装置の砥石台4に、回転する工作物9の接線方向の分力Qを検出する主分力センサ6a、押し当て方向の分力Pを検出する背分力センサ6b、砥石10の揺動方向の分力Rを検出する揺動荷重センサ6c、砥石10の押し当て方向の移動量を検出する移動量センサ7、工作物9の寸法減少量を検出するインプロセスゲージ8を設ける。そして、「粗」→「仕上げ」に応じて変化するセンサ6a、6bの出力に基づき加工状態を判定し、加工条件(回転数、揺動数、押し付け力)を変化させて加工効率を改善する。また、前記センサ6a、6b、移動量センサ7とインプロセスゲージ8の出力を用いて研削異常を検出し砥石の不具合への対処を行うことにより、安定した加工状態を得ることができるようにする。
(もっと読む)
内外輪兼用超仕上盤
【課題】内輪及び外輪に対する超仕上加工を1台の設備で自動的に行えるようにし、内輪に対する超仕上加工のためのセットと、外輪に対する超仕上加工のためのセットとの切り換えを全自動で行うことを可能にする。
【解決手段】軌道輪2,4を回転可能に保持する軌道輪保持機構6と、軌道輪の軌道面2s,4sに超仕上加工を施す軌道面加工機構とを有し、軌道輪保持機構は、加工対象となる軌道輪の種類に応じて、軌道輪搭載用構造体を回転軸Axに対して接離させる構造体移動手段を備え、軌道面加工機構は、内輪及び外輪軌道面用砥石8a,8bの双方を支持する軌道面用砥石ホルダと、軌道面用砥石ホルダを移動、旋回させるホルダ移動旋回手段とを備え、加工対象が内輪の場合、内輪軌道面に内輪軌道面用砥石を押し付け、加工対象が外輪の場合、外輪軌道面に外輪軌道面用砥石を押し付けて、オシレーションさせながらトラバースする。
(もっと読む)
超仕上加工ユニット
【課題】つば付き内輪の複数のつば部(面)に対する超仕上加工を、単一(1台)の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットを提供する。
【解決手段】つば付き内輪2の複数のつば部(面)2tに対する超仕上加工を、単一の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットU2であって、つば部用砥石60aを支持するつば部加工ヘッド60と、つば部加工ヘッドを反転可能に支持し、かつ、その反転軸R回りにつば部用砥石を所望の角度で反転させる反転機構62と、反転機構を支持し、かつ、反転機構と共につば部加工ヘッドを所望の方向θに旋回させると共に、微少往復運動(オシレーション)Osさせる作動装置64とを備えている。
(もっと読む)
超仕上げ装置
【課題】 砥石ホルダを高速でスムーズに上下方向に往復移動させることができる超仕上げ装置を提供する。
【解決手段】 駆動シャフト連動部材17側が第1偏心カム37に接当されると共にバランスシャフト連動部材18側が第2偏心カム38に接当されて、カム部材15の回転により砥石ホルダ43を上下方向に往復運動させるようにした超仕上げ装置であって、駆動シャフト7及び砥石ホルダ43を加算した重量とバランスシャフト8の重量とを均一化するように、駆動シャフト7が中空とされると共にバランスシャフト8が中実とされ、駆動シャフト連動部材17の第1偏心カム37への押圧力とバランスシャフト連動部材18の第2偏心カム38への押圧力が同等になるように、前記上バネ24の付勢力よりも下バネ23の付勢力が大に設定されている。
(もっと読む)
超仕上げ方法及び超仕上げ装置
【課題】 第1溝と第2溝とを有するワークに対して互いに対応した高精度の超仕上げ加工を連続してスムーズになし得るようにする。
【解決手段】 アンギュラの方向が互いに異なる第1溝と第2溝とを有するワークWを駆動装置に装着し、ワークWを駆動しながら第1溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第1溝仕上げ工程と、ワークWを駆動しながら第2溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第2溝仕上げ工程との間に、砥石ホルダの傾斜角度が第1溝から第2溝に適合するように揺動リンクを角度変更する角度変更工程と、超仕上げ砥石を第1溝から第2溝に対向するようにリンク部材と平行な方向に移動する溝変更工程とが設けられている。
(もっと読む)
超仕上げユニット
【課題】加工装置全体の構成をコンパクトにすることができ、かつ、加工能率が向上した超仕上げユニットを提供する。
【解決手段】超仕上げユニット1は、本体ケーシング2と、本体ケーシング2に回転自在に取り付けられ、複合加工機の回転主軸に同軸上に着脱自在に連結される連結軸3と、ワークを研削する砥石を有する砥石ヘッド4と、本体ケーシング2と砥石ヘッド4との間を連結し、回転主軸の往復回転駆動による駆動力を連結軸3を介して受けることにより、砥石ヘッド4を往復揺動運動させるリンク機構5とを備えている。
(もっと読む)
超仕上げ装置
【課題】 ハブ等のより小さな径のワークのボール溝に対しても超仕上げ加工を良好に施し得るようにする。
【解決手段】 砥石ホルダ16を超仕上げ砥石41先端側の揺動中心O廻りにオシレーションさせると共に、砥石ホルダ16を揺動中心O廻りに角度変更させてオシレーションの揺動中心角αを変更するようにした超仕上げ装置であって、
砥石ホルダ16が一対のリンク部材14に直交する直交状態から傾斜揺動した傾斜状態で、リンク部材14先端側の砥石ホルダ16、超仕上げ砥石41及び砥石ホルダ16の取付部分並びにシリンダ手段42に流体を供給する供給流路64が、一対のリンク部材14間の中央P1から超仕上げ砥石41先端までの突出距離を半径r1とした円内に略納められている。
(もっと読む)
研削装置
【課題】複列円すいころ軸受の外輪の超仕上げを1度に行うことができる研削装置を提供する。
【解決手段】研削装置1は、いずれも超仕上げ砥石を保持するための第1の砥石保持装置2および第2の砥石保持装置2と、保持される超仕上げ砥石7の研削面16が向く側に対して第1の砥石保持装置を前進および後退させ、かつ第2の砥石保持装置を、第1の砥石保持装置の前進または後退に同期させて保持される超仕上げ砥石の研削面が向く側に対して後退および前進させる移動装置6と、を有し、第1の砥石保持装置の前進方向と第2の砥石保持装置の前進方向とが、180度逆方向であって互いに遠ざかる方向であり、第1の砥石保持装置および第2の砥石保持装置が一体に振動するように形成される。
(もっと読む)
1 - 10 / 33
[ Back to top ]