
国際特許分類[B24B39/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | バニッシング機械または装置,すなわち,工作物表面に接する押圧部材を有する機械または装置 (81) | 回転外周面を加工するために設計されたもの (49)
国際特許分類[B24B39/04]に分類される特許
1 - 10 / 49
バニシングツール
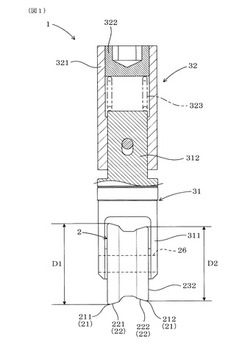
【課題】外周面に段差を有するワークにおいても効率よくローラバニシング加工を行うことができるバニシングツールを提供する。
【解決手段】バニシングツール1は、バニシングローラ2をフレーム3の先端に、回動可能に軸支してなる。バニシングローラ2は、一方側端面231と外周面22との間に一方側加工角部211を有し、他方側端面232と外周面22との間に他方側加工角部212を有している。外周面22には、一方側外周面221と他方側外周面222とが形成してある。一方側加工角部211と他方側加工角部212とは、バニシングローラ2の軸線方向において、所定の間隔を介して設けてある。一方側加工角部211の最大外径は、他方側加工角部212の最大外径よりも大きい。
(もっと読む)
フィレットローラの欠損判定装置およびその方法

【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング装置の異常判定方法
【課題】フィレットローリング加工時に発生するフィレットローラに欠けなどの異常を精度よく判定可能なフィレットローリング加工装置及びフィレットローリング装置の異常判定方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。フィレットローリング加工後、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動して検出した振動振幅にフィレットローラ(5)における異常の有無を判定する判定手段(15)を備える。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング加工方法
【課題】フィレットローリング加工時にフィレットローラに欠けなどの破損が発生することを抑制可能なフィレットローリング加工装置及び加工方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。特に、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動することにより、フィレット溝部Fの表面上に存在する凹凸を平滑化した後に、フィレットローリング加工を行うように制御する制御手段を備える。
(もっと読む)
バニシング加工方法
【課題】簡便且つ短時間にバニシング加工条件の設定をすることができるバニシング加工方法を提供する。
【解決手段】金属材料2に対するバニシング量Dvとバニシング加工前の加工前表面粗さ値とローラ1の回転数Nとローラ1が移動する速度である送り速度fとを含むデータベースを作成し、データベースに格納されたデータに基づいてバニシング加工後の加工後表面粗さ値及びバニシング加工前後の寸法変化量Dsに対する応答曲面を作成し、かかる応答曲面から要求表面粗さ値及び要求寸法を用いて金属材料2の加工前寸法及び加工前表面粗さ値並びにローラ1の回転数N及び送り速度fを導出し、導出した加工前寸法及び加工前表面粗さ値を有する金属材料2に対して導出した回転数N及び送り速度fでバニシング加工を行う。
(もっと読む)
表面処理装置
【課題】被加工物に形成した硬質被膜の表面の凸部を除去する一方で、凹部やクラック等の欠陥を補修することができる表面処理装置を提供する。
【解決手段】被加工物Wの表面に形成された硬質皮膜を平滑に均す表面処理装置において、被加工物Wの硬質皮膜の表面に点接触する形状の表面処理工具2と、この表面処理工具2を回転させて被加工物Wの硬質皮膜に押し付けつつ当該硬質皮膜の表面に沿って移動させる装置本体1とを備え、硬質皮膜の表層を表面処理工具2で掻き混ぜて塑性流動させる。
(もっと読む)
切削バニシング加工装置および切削バニシング加工方法
【課題】曲がりのある被加工物の外周面に対しても、切削加工およびバニシング加工を連続的に精度よく行うことができる切削バニシング加工装置および切削バニシング加工方法を提供する。
【解決手段】切削バニシング加工装置1は、切削ユニット4と、バニシングユニット5と、搬送ユニット3とを備える。切削ユニット4では、刃具31a,31b,31cによって被加工物Wを求心しながら被加工物Wの外周面の切削を行う。バニシングユニット5では、バニシングローラ41が、被加工物Wの外周面を押圧してバニシング加工を行いながら被加工物Wを搬送方向へ送る力を加える。搬送ユニット3は、被加工物Wがバニシングユニット5に到達するまで被加工物Wを保持しながら搬送方向に送る。
(もっと読む)
ハウジングに取り外し可能に配置された、固定ローラーツールの固定ローラー
固定ローラーが、大きな半径方向の力を、つまり固定ローリングの為に及ぼされるのの他に、同時に、送り方向において発生する固定ローリングの際の相当の力を受け入れる状態であるよう、固定ローラーの支承部を形成するために、ハウジングに取り外し可能に配置された、固定ローラーツールの固定ローラーであり、ボルトヘッドとカバーの間で、ボルトに、自由に回転可能に支承されている固定ローラーであって、その際、ハウジングが固定ローラーの為の空所、ボルトヘッドの為の空所、およびカバーの為の空所を有する固定ローラーにおいて、ボルトヘッド(7)のための空所(10)が、円錐の部分面(11,14)として形成されており、および、固定ローラー(1)の回転軸(24)と同軸に、バンド(23)を備えるのに対し、カバー(20)の為の収容部(19)が、円形シリンダーの部分面(16,17)として形成されていることが提案される。 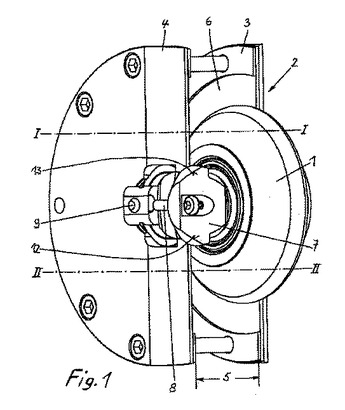 (もっと読む)
(もっと読む)
触媒支援型化学加工方法及びそれを用いた加工装置
【課題】
基準面が変化せず、化学的な反応が可能な触媒作用を利用した触媒支援型化学加工方法において、SiCやGaN等の難加工物に対して精度良く加工能率を大幅に改善することができ、本発明の加工方法のみで単結晶SiCやGaN等のパワーデバイス用基板を作製することが可能な加工方法と装置を提供する。
【解決手段】
触媒としての鉄定盤上に、遷移金属微粒子と酸化物微粒子の少なくとも一方と過酸化水素水をベースとした配合研磨液を供給しながら被加工物を所定の押圧力で接触させ、鉄定盤と被加工物を相対的に移動させて研磨する。また、触媒としての遷移金属微粒子、酸化物微粒子及び過酸化水素水をベースとした配合研磨液を、CeO2を含浸させたポリッシングパッド上に供給しながら被加工物を所定の押圧力で接触させ、前記ポリッシングパッドと被加工物を相対的に移動させて研磨する。
(もっと読む)
ディンプル形成バニシング工具及びディンプル形成方法
【課題】専用の機械設備を用いることなく、ワークの外周面にディンプルを形成することができ、加工コストを低減することができるディンプル形成バニシング工具を提供することを課題とする。
【解決手段】ディンプル形成バニシング工具1であって、ヘッドボディ30と、ヘッドボディ30に形成されたローラ軸部32に回転自在な状態で外嵌されたサポートローラ40と、サポートローラ40の外周に配置されたリテーナ50と、リテーナ50に回転自在な状態で保持されたローラ60及びボール70と、を備え、サポートローラ40の外周面には、ボール70に接触する凸部44aが形成され、サポートローラ40が回転し、凸部44aがボール70に接触することで、ボール70がワークの表面に押し付けられることを特徴としている。
(もっと読む)
1 - 10 / 49
[ Back to top ]