
国際特許分類[B24B5/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 隣接する平面の研削を含む工作物の回転面を研削するように設計された機械または装置;そのための附属装置 (603) | 工作物を保持するためのチャックまたはセンターを有するもの (204) | 円筒状外表面を研削するもの (94)
国際特許分類[B24B5/04]に分類される特許
91 - 94 / 94
研削盤
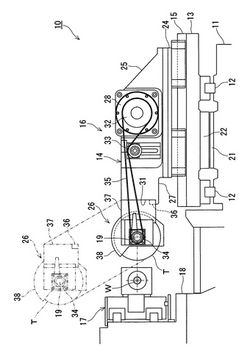
【課題】 砥石台を有する研削盤において、砥石車の交換作業を研削盤の機外で行なうことで、砥石車の交換による研削盤の可動停止時間を可及的に短くすることのできる研削盤を提供する。
【解決手段】 研削盤10の砥石台14に、砥石車Tを回転させる回転駆動手段28と、軸受に流体を供給するための流体供給経路とを有した砥石台本体25と、砥石台本体25に着脱可能に支持され、砥石車Tの軸方向両側に延出した砥石軸19と、砥石軸19を回転可能に支持し砥石車Tの軸方向両側に配置される軸受と、流体供給経路と接続可能な流体継手36と、砥石軸19に回転駆動手段28からの回転力を伝達させる砥石軸駆動プーリ34とを有した砥石軸ユニット26とを具備させる。
(もっと読む)
研削盤における砥石軸の支持構造

【課題】砥石軸の両端部分を支承する一対の軸受けの間隔を狭めることができ、これにより砥石軸を撓み難い状態で支持することができる砥石軸の支持構造を提供する。
【解決手段】軸方向に相互に分離可能な第一砥石軸71及び第二砥石軸72から構成され、分離した状態の前記第一砥石軸71と前記第二砥石軸72との間隙を介して砥石車Tが着脱される砥石軸70と、該砥石軸70の組み付け対象となる組付対象体(ユニット基台61)と、該組付対象体61に前記第一砥石軸71を支承する第一軸受け62aと、前記組付対象体61に前記第二砥石軸72を支承する第二軸受け62bと、該第二軸受け62bを前記組付対象体61に対して砥石軸70の軸方向に移動可能に支持する軸受け支持機構80とを備える。
(もっと読む)
研削方法
硬脆性材料によって成形されたワーク5を回転させながら砥石により外周を所定形状に研削する研削方法である。ワーク5の回転軸8と交差する方向に砥石を切り込んで研削するプランジ研削をワーク8の長さ方向における適宜箇所(プランジ研削部位21)に行った後、ワーク5の回転軸8と平行な方向に沿って砥石を相対的に走行させて研削するトラバース研削をプランジ研削部位21に向かって行う。こうすると、DPFのハニカム構造体のような硬脆性材料からなるワークの外周を短時間で所定の外形に研削出来るとともに、研削に伴うチッピングの発生を防止することが可能である。 (もっと読む)
同心度修正を有する研削盤
工具研削盤は機械制御ユニットを有し、当該機械制御ユニットは、例えば、トレーサ(9)と測定モジュールとを備える適当な測定機器を用いて、最初にワークピース受け器の理想的な受け器軸(C)に関するぶれを決定する。ブランク(7)又はワークピースの研削機械加工において、このぶれは考慮され且つ補償される。すなわち、ワークピースが正確に意図された寸法で且つ同心で機械加工されるような方法で、研削工具は揺れ動くワークピースをトレースさせられる。  (もっと読む)
(もっと読む)
91 - 94 / 94
[ Back to top ]