
国際特許分類[B24B5/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 隣接する平面の研削を含む工作物の回転面を研削するように設計された機械または装置;そのための附属装置 (603) | 工作物を保持するためのチャックまたはセンターを有するもの (204) | 円筒状外表面を研削するもの (94)
国際特許分類[B24B5/04]に分類される特許
41 - 50 / 94
軸加工機構、この機構を採用した加工装置および砥石車
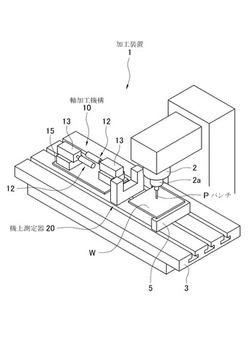
【課題】軸径の細い軸状部材を砥石によって加工しても砥石との干渉によるワークの変形を防ぐことができる軸加工機構、該軸加工機構によって加工されたパンチを使用した加工装置、該加工装置によって加工された多孔プレート、および前記軸加工に使用する砥石車提供する。
【解決手段】軸保持手段に保持された軸状部材の側面を研磨する一対の砥石車12,12を有する研磨手段11とを備えており、研磨手段11は、一対の砥石車12,12を、その回転軸が、軸保持手段に保持された状態における軸状部材の中心軸と直交する平面IP上において互いに平行となるように保持する砥石車回転部13と、一対の砥石車12,12を、軸状部材の中心軸と直交する方向に沿って接近離間させる砥石車移動部14とを備えている。
(もっと読む)
砥石

【課題】 研削先端位置を修正することなく2つの研削加工を同一装置で連続的に行うことができる砥石を提供する。
【解決手段】 砥石10は、ホイール11の外周面の一部に砥粒層12に代えて配置され、ホイールの低速回転時もしくは回転停止時には砥粒層よりも外側に突き出し、ホイールの高速回転時には砥粒層よりも内側に引っ込む仕上げラッピング手段20を備える。ホイールを高速回転させて砥粒層により研削仕上げ加工し、続いてホイールを低速回転させて仕上げラッピング手段により仕上げラップ加工するので、砥粒層及び仕上げラッピング手段の工具先端位置関係を調節する必要が無く、研削仕上げ加工及び仕上げラップ加工を同一装置で連続的に行うことができる。
(もっと読む)
ピストン加工装置及びピストン加工方法
【課題】ピストン素材の外周面を三次元形状に高精度に加工でき、これにより燃費の向上、省エネになるピストンを加工する。
【解決手段】ピストン素材40を着脱できるワークヘッド部13と、ワーク回転手段14と、研削砥石25と、砥石回転手段と、研削砥石25をX軸方向及びZ軸方向に移動する第1移動手段及び第2移動手段と、ワークヘッド部13の回転角度を検知する回転角度検知手段と、ピストン素材40の回転軸中心から研削砥石25の研削面25aまでの距離を検知する第1移動位置検知手段と、ピストン素材40の回転軸方向に対する研削砥石25の研削面25aの位置を検知する第2移動位置検知手段と、ピストン素材40の外周面40aの各位置における、ピストン素材40の回転軸中心から研削砥石40の研削面40aまでの目標距離情報に基づいて研削砥石40の研削を制御する制御部とを備えた。
(もっと読む)
インゴットの円筒研削方法及びその方法で用いられる固定アダプタ
【課題】インゴットの平坦面にコーン状の疑似端部を簡単に装脱着することができ、研削加工工程時間を削減し、製品歩留まりの低下を抑制することができる円筒研削方法、及びその方法で用いられる固定アダプタを提供することを目的とする。
【解決手段】インゴットの平坦面に、コーン状の疑似端部を接合し、インゴットのコーン状の端部と疑似端部を把持して前記直胴部を研削する円筒研削方法であって、前記疑似端部と前記インゴットの平坦面を接合するための固定アダプタを、前記インゴットの平坦面に吸着させ、前記固定アダプタの疑似端部装着手段により前記固定アダプタに前記疑似端部を装着させることで、前記インゴットの平坦面に前記コーン状の疑似端部を接合し、前記コーン状の端部と疑似端部を保持して前記インゴットの直胴部を研削することを特徴とするインゴットの円筒研削方法。
(もっと読む)
研削装置
【課題】被加工体を支持する支持部を移動させるためのガイド部及び送りねじに水が掛かるのを防ぎながら、被加工体の研削精度の低下を抑制することが可能な研削装置を提供する。
【解決手段】この研削装置は、研削工具カバー26の下側の位置で一対のガイド部4,4及び第2支持部送りねじ10の上方を覆うように設けられた防水カバー14を備え、第1支持部6は、被加工体100の一端部を防水カバー14よりも上側の位置においてガイド部4,4間の位置で保持する第1保持部6aを有し、第2支持部8は、被加工体100の他端部を防水カバー14よりも上側の位置においてガイド部4,4間の位置で保持する第2保持部8aと、防水カバー14との干渉を避けながらガイド部4,4に案内される第2支持部ベース部8bと、ガイド部4,4同士の間に位置する第2支持部送りねじ10と螺合する第2支持部ナット部8cとを有する。
(もっと読む)
円筒研削盤およびその円筒研削方法
【課題】ワークのセンタ支持構成を、デッドセンタ方式とライブセンタ方式に選択的に切替えられ、汎用性に富みかつ高精度でサイクルタイムを大幅に短縮した円筒研削を実現する。
【解決手段】主軸台1において、主軸センタ10は回転可能に軸承されかつ主軸回転駆動源である駆動モータ13に駆動連結されるとともに、ワークWを回転駆動するワーク回転部11が設けられ、心押台2において、心押センタ20は回転可能に軸承されかつ駆動モータ24に駆動連結されるとともに、心押台2の軸方向の心押圧力を調整する心押圧調整部21が設けられ、両センタ10、20は、自動で選択的に、ライブセンタとして、またはデッドセンタとして機能する構成とされ、これにより、汎用性に富むとともに、高精度でサイクルタイムを大幅に短縮した円筒研削が実現する。
(もっと読む)
弾性体ローラの製造方法
【課題】外周面の表面粗さが均一な弾性体ローラを、短時間で効率よく製造することが可能な弾性体ローラの製造方法を提供する。
【解決手段】軸体の外周に弾性体層を有するローラの外周面を、弾性体層の軸方向長さ以上の軸方向長さを有する円筒形状の砥石を具備するプランジ方式の研削機を用いて研削する工程を有する弾性体ローラの製造方法において、砥石は、軸方向において中央部よりも両端部の方が粗いことを特徴とする弾性体ローラの製造方法。
(もっと読む)
円筒研削装置および研削方法
【課題】インゴットの研削加工効率を向上させることができる円筒研削装置および研削方法を提供することを目的とする。
【解決手段】円柱状のインゴットの側面を研削するための円筒研削装置であって、少なくとも3つのローラーと、前記ローラーを支持するアームから成り、前記インゴットに対して水平方向から進退動して前記ローラーを圧接可能な芯出し手段を具備し、テーブルに前記円柱状のインゴットを縦置きに載置し、前記インゴットの両側の端面を一対のクランプで鉛直方向に保持し、回転手段で前記インゴットを軸周りに回転しながら前記芯出し手段が前記インゴットに対して水平方向から進退動して、前記インゴットの側面に前記ローラーを圧接させることによって、前記回転手段の回転軸と前記インゴットの中心軸を一致させた後、前記インゴットを研磨ホイールで研削するものであることを特徴とする円筒研削装置。
(もっと読む)
耐候性に優れたフェライト系ステンレス鋼管の製造方法
【課題】錆の発生が抑制され耐候性に優れた研磨仕上げフェライト系ステンレス鋼管を安価に提供する。
【解決手段】フェライト系ステンレス鋼管5に粗研磨とその後の仕上げ研磨を施して研磨仕上げ鋼管を製造する際に、仕上げ研磨工具7を過ぎた直後での素鋼材の表面温度を110℃以下に維持した状態で仕上げ研磨を施す。
素鋼材表面温度の110℃以下での維持は、研磨工具の使用段数の調整で行うことができる。
(もっと読む)
旋回装置およびそれを備えた円筒研削盤
【課題】加工抵抗によって旋回台に旋回モーメントが作用しない旋回装置およびそれを備えた円筒研削盤を提供する。
【解決手段】複数の工具軸を設けた旋回台23を旋回軸22を中心に旋回可能に設けた旋回装置において、複数の工具軸に支持された各工具が、これら工具による加工時に発生する加工反力の方向が旋回軸の回転中心を向くように配置されている。工具は、例えば、旋回台の周りに設けられた砥石保持手段33、34に両持ちで支持されたプランジ加工用円筒砥石27、28からなり、プランジ加工用円筒砥石の研削面27a、28aが、研削面に直交する面に旋回軸の回転中心が含まれるように配置されている。
(もっと読む)
41 - 50 / 94
[ Back to top ]