
国際特許分類[B24B5/18]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 隣接する平面の研削を含む工作物の回転面を研削するように設計された機械または装置;そのための附属装置 (603) | 工作物を支持し,案内し,自由に動かしまたは回転させるためのセンターレス装置を有するもの (120)
国際特許分類[B24B5/18]の下位に属する分類
溝の刻設された研削体を有するもの (4)
円筒形表面,例.ボルトの円筒形表面,を研削するもの (17)
円錐面を研削するもの (4)
特別に成形された,例.バルジ加工された,面を研削するもの (3)
工作物の円孔に対して同心的な外表面を研削するもので,附加的なセンター装置を有するもの (2)
調整車:そのための装備 (5)
工作物を支持するための手段 (17)
国際特許分類[B24B5/18]に分類される特許
1 - 10 / 68
超砥粒材料を含む加工物を研削する方法
超砥粒加工物を研削する方法は、結合研削材物品を超砥粒加工物と接触させて配置するステップであって、結合研削材物品は、結合材料内に含有された砥粒を含む本体を含み、超砥粒加工物は、少なくとも約1GPaの平均ビッカース硬度を有するステップと、センタレス研削作業の場合に、約350J/mm3以下の平均比研削エネルギ(SGE)により、少なくとも約8mm3/秒の平均材料除去(MRR)速度で、超砥粒加工物から材料を除去するステップとを含む。  (もっと読む)
(もっと読む)
センターレス研削盤

【課題】研削砥石1の外径、調整車2の外径、ワーク5の外径に応じて行う調整車2の設定、調整を簡素化でき、加工精度が安定できるようにする。
【解決手段】ベッド10上に水平スライド機構Aを介してテーブル11を配置し、そのテーブル11にγ旋回スライド機構Bを介して旋回台13を配置し、その旋回台13に横スライド機構Cを介してアッパスライド12を配置し、そのアッパスライド12に調整車2を配置する。水平スライド機構Aは、ワーク5の研削時にテーブル11をベッド10に対して水平方向に相対移動させることでワーク5の外径に合わせて調整車2を移動させる。γ旋回スライド機構Bは、旋回台13をワーク5の軸心w周りに回転移動させる。横スライド機構Cは、アッパスライド12を旋回台13に対して相対移動させる機能を有する。γ旋回スライド機構Bの有する機能により、旋回台13を回転移動させることで、ワーク5の調整車2に対する心高角γが調整可能でかつ、心高角γが常に一定であるセンターレス研削盤とした。
(もっと読む)
棒状の被加工物を研削する心なし円筒研削盤及び棒状の被加工物を心なし円筒研削する方法
心なし円筒研削盤において、被加工物(1)は、調整ディスク(3)、研削ディスク(5)及び受け板(7)よりなる研削間隙(15)内に存在している。調整ディスク(3)は、調整ディスク(3)の回転軸線周りに回転方向(11)で回転し、これにより被加工物(1)を回転方向(13)で回転駆動する。研削ディスク(5)は、研削ディスク(5)の回転軸線(6)周りに回転方向(12)で回転駆動されている。被加工物(1)は、被加工物(1)の長手方向軸線の方向で、それぞれ同軸的に相前後して配置されている調整ディスク(3)及び研削ディスク(5)の複数のセットを通走する。調整ディスク(3)及び研削ディスク(5)は、それぞれの軸線に沿って軸方向の中間スペースを有する。調整ディスク(3)は、研削ディスク(5)間の中間スペースに係合し、研削ディスク(5)は、調整ディスク(3)間の中間スペースに係合するので、側方のオーバラップ領域(19)がディスク(3,5)間に形成される。その結果、下方にずらされた研削間隙(15)が生じる。研削間隙(15)は、下向きに拡幅しており、調整ディスク(3)及び研削ディスク(5)における被加工物(1)の確実な支持を保証する。1つの共通の基準平面(14)と三角形(21)とは、本願の利点を明確に表している。小さな直径の被加工物(1)も、下方にずらされた研削間隙(15)内で確実に締め付けられているので、高い切りくず排出量での研削が可能である。 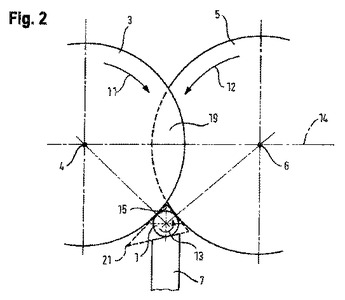 (もっと読む)
(もっと読む)
センタレス研削盤

【課題】高速回転する砥石車11から高精度研削制御に必要とする情報を外部に容易に伝達可能として、外部からセンタレス研削盤10に対して高精度研削の制御を可能とする。
【解決手段】調整車12と、この調整車12と互いの外周面を対向して配置された砥石車11と、を備えたセンタレス研削盤10において、砥石車11には、砥石車11の状態を検出する検出センサ27,28と、検出センサ27,28から得る砥石車情報を電磁誘導により外部に伝達する情報伝達コイル23と、を具備する一方、砥石車側筐体に、情報伝達コイル23から電磁誘導により砥石車情報が伝達される情報被伝達コイル25を設ける。
(もっと読む)
センターレス研削法
【課題】はるかに硬いグレードで気孔がより少ない研削工具よりも機械的強度が大きくて研削効率が優れているセンターレス研削工具を提供する。
【解決手段】多孔質の無機結合材によって焼結された複合材を砥粒とし、有機結合材と混合、熱硬化させて砥粒の気孔中に進入させて、全体として多孔な結合構造とした研削工具。
(もっと読む)
センタレス研削方法及び同装置
【課題】センタレス研削技術を改良して、研削砥石車による研削操作の待ち時間を短縮して実研削時間効率を向上させる。
【解決手段】第1の調整砥石車9と第2の調整砥石車10とを同軸に並列する。2個の調整砥石車それぞれに対向離間させてブレード4を配設して、第1の研削エリア11と第2の研削エリア12とを設定する。研削砥石車2は、研削砥石車Zスライド13に搭載されて第1の研削エリア11と第2の研削エリア12との間を往復し、ワーク交換待ちのアイドルタイムがなく、高い実時間効率で研削操作を遂行する。
(もっと読む)
螺旋状工作物の段付けセンタレス研削方法および装置
【課題】螺旋状ワークの特性を利用して、ワーク外径部をインフィード研削方式で高い精度をもって段付け加工するセンタレス研削技術を提供する。
【解決手段】螺旋状ワークWの非研削部位の外径部を、調整車2、ブレード3および押え回転装置4により支持回転させるとともに、調整車2および押え回転装置4によりワークWに軸方向位置決めストッパ5方向への推力を与え、これによりワークWを軸方向に圧縮させて剛体化させながら、ワークWの外径部に砥石車1を相対的に切込み送りすることで、ワーク外径部に段付け加工を施す。
(もっと読む)
センタレス研削盤の設定支援装置
【課題】熟練者でなくてもワークパスラインの状態を正確に認識することができ、適切な研削段取りを短時間で行うことが可能なセンタレス研削盤の設定支援装置を提供する。
【解決手段】略水平な基準面内における調整車の砥石車に対する傾きであるスイベル角を調整可能なスイベル角調整機構12を備えたセンタレス研削盤の設定支援装置1であって、工作物が砥石車と調整車との間を通過する際の工作物と調整車との接線形状を取得する調整車接線形状取得手段35と、スイベル角検出手段26により検出されたスイベル角と調整車接線形状取得手段35により取得された接線形状とに基づいて、砥石車に対する接線形状とその傾きとを可視化出力するワークパスライン可視化手段34とを備えたものである。
(もっと読む)
シャフトを機械加工する方法および装置
本発明は、加工物台(6)を有し、研削ディスク(4)および制御ディスク(5)を備えたディスク装置(3)を有し、軸方向ストッパ装置(7)を有する、段付きシャフト(2)を機械加工する装置(1)に関し、軸方向ストッパ装置(7)は、シャフト(2)の端面部分(9)と接触させて一時的に置くことができ、ストッパ装置(7)のストッパ部分(11)に対接する点状接触面(10)を有する接点アダプタ(8)を有する。 (もっと読む)
内面研削盤
【課題】 研削力を正確に検出することができる内面研削盤を提供する。
【解決手段】 研削力検出手段は、第1シュー21に取り付けられた第1の力センサ31と、第1シュー21から周方向に90°離れた位置に配された第2シュー32に取り付けられた第2の力センサ32と、第1の力センサ31の出力値および第2の力センサ32の出力値に基づいて、力センサ31,32同士が周方向に90°離れていることに対応する1/4周期分位相をずらして出力値間の差分を取ることで研削力を求める信号処理手段とを備えている。
(もっと読む)
1 - 10 / 68
[ Back to top ]