
国際特許分類[B24B53/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027) | 平面をなす研削工具のもの (191)
国際特許分類[B24B53/02]に分類される特許
1 - 10 / 191
両面研磨方法、及び両面研磨装置
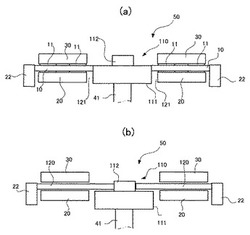
【課題】上下両定盤の修正状態をできるかぎり同一として、マッチングのとれた定盤面を形成してワークを高精度で両面研磨する。
【解決手段】回転可能に配置された研磨用サンギア111と、研磨用サンギア111との間に環状領域121を形成するインターナルギア22と、環状領域内に回転可能に配置された環状の下定盤20と、下定盤20の上側に回転可能に配置された環状の上定盤30と、を備え、下定盤20、上定盤30、サンギア部材110、及びインターナルギア22を夫々予め定めた回転方向、及び速度で回転させ、研磨キャリア10で保持したワーク11の両面研磨後、研磨用サンギア111に代えて、研磨用サンギア111のピッチ円径Raより小さいピッチ円径Rbを備えた修正用サンギア112を配置し、環状領域に研磨キャリア10のピッチ円径raより大きいピッチ円径rbの修正キャリア230を配置し、下定盤20、及び上定盤30の修正を行う。
(もっと読む)
貫通電極付きセラミック基板の研削方法

【課題】 貫通電極付きセラミック基板の研削加工速度を向上させる。
【解決手段】 貫通電極付きセラミック基板(ワーク)wのカップホイール型研削砥石3aによる研削加工作業と一緒に前記カップホイール型研削砥石3aの刃先3agをドレッサー4の成形砥石4gでインプロセスドレッシング作業を行う。
(もっと読む)
両面研磨装置の研磨布ドレッシング方法
【課題】上研磨布の研磨作用面と下研磨布の研磨作用面との平行度を高めて、両面研磨後のウェーハの高平坦度化が可能な両面研磨装置の研磨布ドレッシング方法を提供する。
【解決手段】ドレッシング時、例えば第1のドレスプレートのリング形状の第1のドレス工具により、上研磨布の研磨作用面のうち、その中央部より隆起した外周部を主にドレッシングする。これと同時に、例えば、第2のドレスプレートの矩形状の第2のドレス工具によって、下研磨布の研磨作用面のうち、その外周部より隆起した中央部を主にドレッシングする。これにより、従来法の等量ドレッシングを施した場合に比べて、上研磨布の研磨作用面と下研磨布の研磨作用面との平行度が高まり、両面研磨後のウェーハの平坦度を高めることができる。
(もっと読む)
基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法および修正キャリア
【課題】基板の研削工程において、ダイヤモンド粒子を含む固定砥粒を定盤に配置した両面研削装置を使用する場合に適した、基板の製造方法を提供する。
【解決手段】固定砥粒11が研削面に配備された上定盤と下定盤10を備える研削装置を用いてガラス基板の2つの主表面を両面研削する研削工程を有する基板の製造方法であって、修正部材53、55を備える修正キャリア51を前記定盤上で自転させながら公転させ、修正キャリア51の修正部材53、55と定盤の研削面とを互いに押圧させて摺動させて定盤の面修正を行う修正工程を有し、修正キャリア51は、上定盤および下定盤10にそれぞれ対向する2つの対向面を有する本体部と、2つの対向面にそれぞれ配置された修正部材53、55とからなり、修正部材53、55は、対向面の外周側に沿って配置され、かつ修正キャリアの自転軸と外周側の特定点とを結ぶ直線上の対向面にも配置されている。
(もっと読む)
超砥粒焼結体研磨パッチおよびその製造方法
【課題】 本発明の課題は、パッドコンディショニング用焼結体等の、超砥粒焼結体からなる研磨パッチであって、円形の焼結体素材から、最も無駄なく切り出すことの出来る研磨パッチを提供することである。
【解決手段】 本発明の研磨パッチは、円形の超砥粒焼結体素材を、円形中心に位置する正6角形から2枚、その正六角形の外側に位置する6枚の合同な素材片から6枚の研磨パッチを切り出した、研磨パッチである。
都合8枚の研磨パッチ素材は合同であり、パッチ角部は研磨時に被研磨材に損傷を与えないように、輪郭が丸められている。
合同なパッチはさらに円弧状辺と同心円をなす線に沿って分割した、複数組の8枚の合同なパッチとしてもよい。
さらに本発明は、そのような研磨パッチの製造方法、およびそれらを用いた研磨工具を含む。
(もっと読む)
基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法および修正キャリア
【課題】ダイヤモンド粒子を含む固定砥粒を定盤に配置した両面研削装置を使用する場合に適した基板の製造方法を提供する。
【解決手段】定盤の面修正を行うための部材である修正部材53の修正面と、定盤の研削面とを互いに押圧させて摺動させる修正工程を含み、修正工程は、修正部材53の外周端部53aが固定砥粒(研削面)11、21の外周端部11a、21aよりも外周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の外周端部11a、21aよりも内周側になるように、定盤の外周側に前記修正部材53をオーバーハングさせ、かつ修正部材53の外周端部53aが固定砥粒(研削面)11、21の内周端部11b、21bよりも内周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の内周端部11b、21bよりも外周側になるように、定盤の内周側に修正部材53をオーバーハングさせる。
(もっと読む)
ドレッシング装置、およびこのドレッシング装置によりドレッシングされる加工工具を用いた製造装置
【課題】ドレッシングが行われる時間を正確に把握することができるドレッシング装置を提供する。
【解決手段】本発明に係るドレッシング装置は、ドレッシング工具1と、ドレッシング工具1を回転駆動するサーボモータ21とを備え、ドレッシング工具1をドレッシング面2内で回転させてドレッシング工具1のドレッシング面2に当接する研磨パッド15のドレッシングを行うドレッシング装置DAにおいて、サーボモータ21の回転駆動トルクを測定するトルク測定器35と、トルク測定器35により測定されたサーボモータ21の回転駆動トルクに基づいてドレッシング面2が研磨面16に当接していた時間を測定するコントローラ30とを有して構成される。
(もっと読む)
両面処理装置の2枚の加工ディスクの各々の上にそれぞれ平坦な加工層を設けるための方法
【課題】加工層のトリミングによって著しい量の材料を除去することなく、平坦性および平面平行度をさらに向上させる。
【解決手段】両面処理装置は、上部加工ディスク13、下部加工ディスク26、転動装置を含み、対称軸28を中心として回転可能に取り付けられ、下部介在層29を下部加工ディスク26の表面上に、上部介在層16を上部加工ディスク13の表面上に取り付けるステップと、3つのトリミング装置によって両方の介在層16、29を同時に平坦にするステップとを備え、各トリミング装置はトリミングディスクと、研削物質を含む1つのトリミング本体と、外側歯部とを含み、コロイド経路上で、圧力を受けて研削作用を有する物質を含まない冷却潤滑材の添加により、転動装置と外側歯部によって動かされ、介在層16、29から材料除去をもたらし、下部加工層32と上部加工層39を下部介在層29と上部介在層16に取り付けるステップを備える。
(もっと読む)
研磨布のドレッシング方法およびドレッシング装置
【課題】バッチごとにほぼ一定した研磨速度が得られ、精度よくワークの研磨が行え、また修正砥石を用いるドレッシングの回数を減らせることから、作業性よく、また研磨布の寿命も長くできる研磨布のドレッシング方法を提供する。
【解決手段】回転する定盤14、15の研磨布上にワークを押接し、研磨布上に研磨液を供給しつつワーク表面の研磨を行った後の、該研磨布の表面状態を砥石を用いて調整する研磨布のドレッシング方法において、ワーク研磨後、研磨布上に高圧洗浄水を供給して研磨布を洗浄する洗浄工程中で、目立て砥石26を研磨布の径方向に研磨布の凹凸面に追従させて移動させて研磨布の目立てドレッシングを行う工程を含むことを特徴とする。
(もっと読む)
ウェーハの加工方法
【課題】切削ブレードの目詰まりを低減できるウェーハの加工方法を提供すること。
【解決手段】ウェーハ1の裏面をウェーハ1の外径と同一或いは大きい外径を有するドレッシングボード21の表面に接着剤22によって貼着するドレッシングボード貼着ステップと、ドレッシングボード21が裏面に貼着されたウェーハ1の表面側からドレッシングボード21の厚さ方向中間部までの切り込み深さでウェーハ1を分割予定ラインに沿って切削する切削ステップと、ウェーハ1の裏面に貼着されているドレッシングボード21及び接着剤22を研削し、ドレッシングボード21及び接着剤22をウェーハ1の裏面から除去するドレッシングボード除去ステップと、からなることを特徴とする。
(もっと読む)
1 - 10 / 191
[ Back to top ]