
国際特許分類[B24C1/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683) | 表面の必要部分のみを処理するための方法,例.石またはガラスの模様づけのためのもの (137)
国際特許分類[B24C1/04]に分類される特許
1 - 10 / 137
酸化スケールの除去装置及びその除去方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ガラスエポキシ基板のパターン切削方法とそれに使用される研磨材
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
マザー脆性材料基板からの脆性材料基板の製造方法
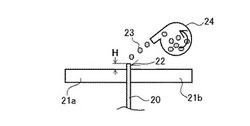
【課題】スクライブ後の脆性材料基板の割断面の品質(端面強度)が高くなるようにした、マザー脆性材料基板からの脆性材料基板の製造方法を提供する。
【解決手段】本発明のマザー脆性材料基板からの脆性材料基板の製造方法は、マザー脆性材料基板からスクライビングホイールを用いて形成された脆性材料基板20の端面22に向けて複数の研磨材粒子が凝集し水分を含有する多数の研磨材23を吹き付け、脆性材料基板の端面を研磨する。研磨時に脆性材料基板20の端面22のみが露出するように治具21a、21bに保持すると端面22のみを良好に研磨することができる。
(もっと読む)
サンドブラスト装置

【課題】砂を含ませた圧縮エアをガラス板の板面に上方から吹き付けて刻印を施しても、後工程の作業において不良品の発生を防止する。
【解決手段】作業ボックス3は、内部に作業空間Sを有し、底面には貫通孔3aが形成される。作業ボックス3の貫通孔3aは、刻印の形状を象った切抜部5aを有する刻印板5に覆われる。作業ボックス3下方には、ガラス板10を支持して刻印板5に下方から宛がって作業空間Sを密閉状態にするガラス板支持機構6が設けられる。作業空間Sの刻印板5上方には、砂Saを含ませた圧縮エアを吹き出す吐出ノズル7aが設けられる。作業空間Sの刻印板5側方には、ガラス板10及び刻印板5に向けて圧縮エアを吹き出すエアノズル9が設けられる。エアノズル9から吹き出す圧縮エアにより作業空間Sに巻き上げられた砂Saを作業空間Sに臨む吸引口8eから吸引する砂吸引装置80を備える。
(もっと読む)
半導体ウェハの製造方法及び半導体ウェハ
【課題】固定砥粒方式で半導体ウェハを切り出しつつ、酸によるエッチング処理であっても半導体ウェハの表面全体にテクスチャーを形成することのできる製造方法、及びその製造方法による半導体ウェハを提供する。
【解決手段】その半導体ウェハは、固定砥粒方式のスライス工程、ウェットブラスト方式のダメージ層形成工程、及び乾燥工程を経て製造され、酸によるエッチング処理が施される。スライス工程では、表面に砥粒を分散固定した芯線によって結晶性インゴットを切削する。ダメージ層形成工程では、スライス工程の後、半導体ウェハの表面に対して液体と砥粒とのスラリを噴射する。乾燥工程では、ダメージ層形成処理の次に、半導体ウェハを乾燥させる。
(もっと読む)
空気入りタイヤ用ホイールとその作製方法
【課題】効果的にリムずれを防止することができる技術を提供する。
【解決手段】ハンプ部と、ビードシート部と、ビードシート部のホイール幅方向外側に形成されたリムフランジ部とを備えた空気入りタイヤ用ホイールであって、ハンプ部よりもホイール幅方向外側のビードシート部の最小径部分から、リム幅基準点を超えてリム幅方向外側のリムフランジ部まで、表面粗さRaが50〜100μmの表面処理が、ショットブラストにより施されている空気入りタイヤ用ホイール。ハンプ部よりもホイール幅方向外側のビードシート部の最小径部分から、リム幅基準点を超えてリム幅方向外側のリムフランジ部まで、表面粗さRaが50〜100μmの表面処理をショットブラストにより施す工程を有しており、研磨剤としてガーネットを用いてショットブラストを行う空気入りタイヤ用ホイールの作製方法。
(もっと読む)
微細孔形成部の仕上げ加工方法
【課題】投射材の投射による加工でありながら,被加工物の梨地化を防止でき,微細孔形成部に生じたバリやドロスを確実に除去できると共に,孔内に詰まった研磨材を容易且つ確実に除去できる微細孔形成部の仕上げ加工方法を提供する。
【解決手段】被加工物の微細孔形成部に対し,弾性研磨材を投射する研磨材投射工程を行った後,クリーニング工程を行う。前記弾性研磨材として,水,アルコール又は有機溶剤のいずれかの液体で溶解又は軟化する弾性体に砥粒を分散し又は,前記弾性体の表面に砥粒を担持させたものを使用し,前記クリーニング工程で前記弾性体を溶解又は軟化させる前記液体を洗浄液として被加工物を洗浄することで,微細孔内に残留する弾性研磨材を溶解又は軟化させて除去する。
(もっと読む)
板材の端部処理方法及びブラスト加工装置
【課題】マスキング等の下処理を行うことなしに幅0.5mm以下の糸面取りを高精度で均一に行うことができる板材の端部処理方法を提供する。
【解決手段】スリット状の開口21を備えたスリットノズル20を,前記スリット状の開口21の長手方向が板材10の端部に形成されたエッジ11の長手方向に沿うように,且つ,前記スリットノズル20先端と前記エッジ11の頂部間の距離D〔図2(A)参照〕が3mm以下となるように配置して,前記スリットノズル20を介して粒径が♯600以下の研磨材(♯600以上の高番手の研磨材)を0.1〜0.5MPaの噴射圧力で前記エッジ11に向けて噴射すると共に,噴射された研磨材及び前記板材10に付着した研磨材及び切削粉を研磨材の噴射方向前方より平均風速30m/sec以上で吸引して回収する。
(もっと読む)
ノンマーキング・マットセラミックを製造する方法
【課題】魅力的な外観を維持しながら、スクラッチプルーフという魅力も維持するマットセラミック部品を製造する方法を提案する。
【解決方法】本発明は、マットセラミック部品(13,14,15,17,19)を製造する方法(1)に関し、この方法は、a)セラミック部品を製造するステップ(2)と、b)セラミック部品に部分的にサンドブラスト加工を施してマットにするステップ(7)と、を含むものである。本発明によれば、この方法は、c)マット部分をラッピング研磨することで、マット部分の表面を平坦化する最終ステップ(9)を含んでいる。本発明は、時計の分野に関するものである。
(もっと読む)
繊維強化プラスチックの穴あけ加工方法及び繊維強化プラスチック加工品
【課題】本発明は、炭素繊維を用いた繊維強化プラスチック(繊維強化プラスチック)の板材や円柱構造体に対して、円形、角形などの任意の形状で歩留まり良く穴あけすることができる穴あけ加工方法を提供することにある。
【解決手段】サンドブラスト耐性を有するレジスト層を繊維強化プラスチックに密着させ、レジスト層が覆われていない部分で、サンドブラストにより繊維強化プラスチックを除去した後、レジスト層を剥離除去する繊維強化プラスチックの穴あけ加工方法。この方法で得られる繊維強化プラスチック。炭素繊維を含有する強化プラスチック。
(もっと読む)
1 - 10 / 137
[ Back to top ]