
国際特許分類[B26F1/16]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | ドリル式工具による穴あけ (142)
国際特許分類[B26F1/16]に分類される特許
101 - 110 / 142
透明材料の加工方法及び加工装置
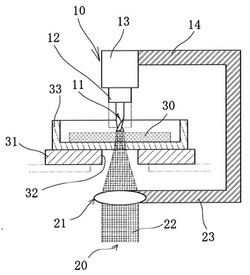
【課題】本発明は、ガラス及び合成樹脂等の透明材料を精度良く、高速且つ表面にマイクロクラックを発生させることなく加工する方法及び加工装置を提供することを目的とする。
【解決手段】本発明の透明材料の加工方法は、工具と透明材料とを相対運動させながら透明材料を加工する方法において、透明材料の一側に工具を他側にレーザ照射光学系を対向して配置し、レーザ照射光学系から照射されるレーザ光を工具の反対側から工具と透明材料との接触部分及びその近傍のみに照射することにより、加熱により軟化、溶融した透明材料の加工を行うことを特徴としている。
また、本発明の透明材料の加工装置は、工具と透明材料とを相対運動させながら透明材料を加工する装置において、透明材料の一側に工具を他側にレーザ源及びレーザ照射光学系を対向して設置し、レーザ源から出射されたレーザ光をレーザ照射光学系をとおして工具の反対側から工具と透明材料との接触部分及びその近傍のみに照射するようにしたことを特徴としている。
(もっと読む)
工具保持装置およびプリント基板加工機

【課題】加工能率を向上することができる工具保持装置およびプリント基板加工機を提供する。
【解決手段】複数の工具15を個別に収納するマガジン17に、データを記憶する記憶装置20と、この記憶装置20に接続された情報伝達用端子21とを設け、工具15に関するデータを記憶装置20に記憶させる。また、プリント基板加工機には、マガジン17を保持する保持部(ブロックA24、ブロックB25)と、情報伝達用端子21に接続される接触子18を設け、接触子18を通信線28を介して制御装置29内の記憶部を備える制御回路30に接続する。
(もっと読む)
レンズ穴あけ加工装置
【課題】穴あけ手段が眼鏡レンズに対して相対的に傾斜可能に軸支されたレンズ穴あけ加工装置を提供すること。
【解決手段】レンズ穴あけ加工装置は、レンズ回転軸(回動軸28)に取り付けられた眼鏡レンズMLの周縁に穴(取付穴)をあける穴あけ手段(穴あけ加工ドリル17)を備えている。しかも、レンズ穴あけ加工装置では、前記穴あけ手段(穴あけ加工ドリル17)の軸線と前記レンズ回転軸(回動軸28)に取り付けられた眼鏡レンズMLとが相対的に傾斜可能に軸支されるか、又は前記穴あけ手段(穴あけ加工ドリル17)前記眼鏡レンズMLに対向して相対的に旋回可能に軸支されるようになっている。
(もっと読む)
穴開け治具およびそれを用いた穴開け方法
【課題】栽培土を農事用ビニルやフィルム被覆材で覆った場合に、栽培する作物を植え付けるための穴を開ける作業を、楽に、かつ、すばやく行うことができ、また、植え付ける作物に合わせた大きさの穴を開けることができる簡易な穴開け治具と、それを用いた穴開け方法の開発が求められていた。
【解決手段】本発明の穴開け治具1は、円筒状の形状で端部に切削用の刃2を備えた壁体3と、壁体3の中心軸となる軸芯部11とで構成される。また、軸芯部11はハンドドリルに装着して回転軸となるドリルチャック5と、穴開け対象に対し中心の位置決めとせん孔を開けるためのセンタードリル4とで構成される。切削用の刃2は、刃先部の先端を中心に左右対称の等辺山形の形状を有し、その両辺を切削刃としていることを特徴とする。
(もっと読む)
プリント基板加工装置
【課題】外乱、例えばプレッシャフットに加わる反力、による速度変動の影響を低減することができ、加工品質を向上させる。
【解決手段】予め定める時間毎に、指令された移動速度vsと検出された移動速度(速度応答)vrとの差である速度偏差Δvと、この速度偏差Δvを積分した速度積分値Σと、に基づいて軸心が加工位置の中心に位置決めされたドリル9の移動速度を定め、ドリル9を移動させて穴を加工するプリント基板加工装置において、比較器50,52,54と、判定器55と、演算手段と、を設け、検出されたドリル9の移動速度vrが予め定める範囲を外れた後、速度偏差Δvの符号が反転した場合は、速度積分値Σに予め定める値を乗算し、乗算した結果を速度積分値Σとしてドリル9の移動速度を定める。
(もっと読む)
プリント基板を加工した主軸の表示方法
【課題】 プリント基板を加工した主軸を容易に識別することが可能なプリント基板を加工した主軸の表示方法を提供すること。
【解決手段】 主軸を識別するための識別穴をプリント基板に加工するようにしたプリント基板を加工した主軸の表示方法において、主軸6i毎に加工する識別穴Hiの数を変える。このようにすると、プリント基板9に加工された識別穴Hiの数えることにより、加工した主軸を一目で識別することができる。また、識別穴の直径は目視により識別できる大きさであればよく、識別穴Hiの加工領域を小さくすることができる。
(もっと読む)
プリント基板加工機及びその穴明け加工方法
【課題】装置全体を大きくすることなく、加工精度を向上させることができるプリント基板加工機及びその穴明け加工方法を提供すること。
【解決手段】 X軸駆動部3a、3bとY軸駆動部7a、7bによりスピンドル5a、5bに回転自在に保持されたドリル4a、4bの軸線を加工位置に位置決めし、その後、Z軸駆動部6a、6bによりドリルa、4bをプリント基板1a、1bに切り込ませて穴明け加工を行うプリント基板加工機Mにおいて、X及びY方向の隣り合う各軸をそれぞれ逆方向に移動させて穴明け加工を行う。
(もっと読む)
穴データ入力装置及びこれを備える眼鏡レンズ加工装置
【課題】 穴データ入力の作業効率を向上させることができる穴データ入力装置及びこれを備える眼鏡レンズ加工装置を提供する。
【解決手段】 眼鏡レンズの玉型形状データを入力し、玉型形状に対して眼鏡レンズにリムレスフレームを取り付けるための穴位置等のデータを入力する穴データ入力装置において、単穴のタイプ,2つ穴のタイプを少なくとも含む予めパターン化された複数の穴タイプの中から所望するものを選択して穴位置を設定する穴タイプ設定手段であって、2つ穴のタイプが選択されたときに、2つ穴を並べて穴位置を設定する穴タイプ設定手段と、前記選択された穴タイプの穴加工の角度を指定する穴角度指定手段と、2つ穴のタイプが選択されたときに、前記穴角度指定手段で指定された穴角度の方向に2つ穴を平行に穴加工するように設定する穴角度設定手段と、を備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 レンズの屈折面の傾斜角に基づいて設定された穴角度に対する修正加工を適切に行える眼鏡レンズ加工装置を提供する。
【解決手段】 眼鏡レンズを保持するレンズ保持手段と、眼鏡レンズにリムレスフレームを取り付けるための穴等を加工する穴加工具と、穴位置でのレンズ屈折面の傾斜角を測定又は入力する手段と、レンズ屈折面の傾斜角に基づいて所定の基準軸に対する穴角度を演算する穴角度演算手段とを備え、前記穴角度演算手段による穴角度に基づいて穴加工具をレンズに対して相対的に移動して穴加工する眼鏡レンズ加工装置において、前記穴角度演算手段による穴角度を修正した穴角度を入力する修正角度入力手段を備え、該修正された穴角度に基づいて穴加工する。
(もっと読む)
ドリル孔明け加工用エントリーシートの製造方法
【課題】
銅張積層板のドリル孔明け加工において、優れた孔位置精度が得られるドリル孔明け用エントリーシートの製造方法の提供。
【解決手段】
金属箔の少なくとも片面に樹脂組成物層を付着させたドリル孔明け用エントリーシートの製造方法において、該樹脂組成物層の表面平滑化処理を行い、樹脂組成物層の表面粗さを、中心線平均粗さ(Ra)で 0.2〜1.0μm、十点平均粗さ(Rz)で 2〜10μmとするドリル孔明け用エントリーシートの製造方法。
なし
(もっと読む)
101 - 110 / 142
[ Back to top ]