
国際特許分類[B29C33/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 加熱または冷却装置が組み込まれたもの (1,496) | 照射を利用するもの (26)
国際特許分類[B29C33/06]に分類される特許
11 - 20 / 26
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
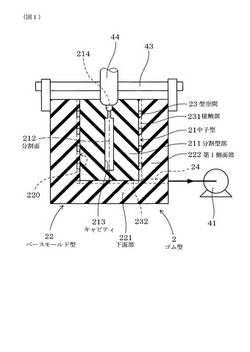
【課題】交換用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止して、熱可塑性樹脂からなる安定した寸法精度の成形品を得ることができる樹脂成形用のゴム型等を提供すること。
【解決手段】樹脂成形用のゴム型2は、溶融状態の熱可塑性樹脂を加圧して充填するためのキャビティ213を形成してなる。ゴム型2は、ゴム材料からなると共にキャビティ213を形成してなる中子型21と、ゴム材料からなると共に中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21は、キャビティ213を開放するための分割面212において一対の分割型部211を組み合わせてなる。ベースモールド型22は、下面部221と、一対の分割型部211が組み合わさる方向の両側に形成した一対の第1側面部222とを有している。
(もっと読む)
中空成形品の成形方法および成形装置

【課題】半中空成形品のインサートの問題、中空成形品の寸法精度の問題、接合部の強度の問題等から解放された、内部にリブ、仕切壁等の付属物を有する中空成形品の成形方法を提供する。
【解決手段】固定型(2)と可動型(20)とを使用して、一対の半中空成形品(T1、T2)を、その本体部(H、H)の開口部には射出成形用の接合部(S、S)を、その付属物(W)の突合部には融着用の接合部(M、M)を有するように射出成形する(1次成形)。一対の半中空成形品がそれぞれの金型に残っている状態で整合させ、附属物(W、W)の接合部の間に加熱体(31)を挿入して溶融する。加熱体(31)を待避させて、型締めして附属物(W、W)の接合部を融着すると共に、本体部(H、H)の接合部に溶融樹脂を射出して接合する(2次成形)。
(もっと読む)
成形型ユニットおよび成形装置
【課題】成形型の加熱および冷却所要時間を含む型成形工程のサイクルタイムを短縮し、生産効率を向上させる。
【解決手段】対向する成形面1aと成形面2aの間にガラス素材3が実装された上型1および下型2をスリーブ6の内部に配置した構成の光学素子成形型セットSにおいて、スリーブ6の外周面に、回動軸13aを介して回転自在に支持された複数の羽根車形のフィン13を配置し、赤外線ランプヒータ11の赤外線11aから照射される赤外線11aを光学素子成形型セットSを効率よく加熱する動作と、冷却時に雰囲気の対流によって自転することにより、光学素子成形型セットSを効率よく冷却する動作が行われるようにして、光学素子成形型セットSの加熱および冷却所要時間を短縮し、型成形工程のサイクルタイムを短縮して生産効率を向上させる。
(もっと読む)
スプルーブッシュ及びスプルーブッシュ装置
【課題】本発明の目的は、簡単な構造でありながら、合成樹脂を溶融状態に保つことができる加熱手段として、断線し難いセラミックヒーターを用いたスプルーブッシュを提供することにある。
【解決手段】スプルーブッシュ1は、金型に固定されるための板状の基体2と、その基体2に直交するように立設されて溶融樹脂の流路が軸心に形成された筒状体3と、その筒状体3に平行に配置されて基体2に直交するように立設される板状体4とが一体に形成された構成である。そして、筒状3体の外平面3cと板状体4の内平面4aとの間にセラミックヒーター10を収容した。
(もっと読む)
成形装置
【課題】キャビティ内に樹脂硬化用のエネルギー線を照射することで硬化を行う成形装置において、金型設計の自由度を損なうことなく、樹脂硬化用のエネルギー線を照射可能とする。
【解決手段】成形品をキャビティ14から突き出すエジェクタピン17は中実構造を呈しており、エジェクタピンとしての強度を担保するパイプ状部材17aと、その内側に挿通される導光部材17bと、を備えて構成されている。導光部材17bは、キャビティ14内に充填された紫外線硬化型樹脂を硬化させる為に必要な紫外光を効率よく伝播させる部材(例えば、石英ファイバー素線)が用いられ、これによりエジェクタピン17それ自体が、ライトガイドとして機能するように構成されている。
(もっと読む)
射出成形装置
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法
【課題】ゴム型に生じる変形を抑制することができ、樹脂成形品の生産性を向上できる樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、所定の圧力で溶融状態の熱可塑性樹脂6を充填するキャビティ22を形成してなるゴム製の成形型である。ゴム型2は、複数の分割型部21を組み合わせてなると共に、分割型部21同士が対面する分割面20にキャビティ22を形成してなる。ゴム型2の分割面20には、ゴム型2を構成するゴムよりも硬度が高い材質からなるランナー用入子3が、着脱可能な状態で埋設してある。ランナー用入子3は、複数の分割入子部31を組み合わせてなると共に、分割入子部31同士が対面する合わせ面30に、キャビティ22内へ熱可塑性樹脂6を導くためのランナー32を形成してなる。
(もっと読む)
樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法
【課題】成形する樹脂成形品の形状によらず、充填完了時にキャビティ内に発生させる圧力を適切に維持することができ、精度よく樹脂成形品を成形することができる樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、樹脂成形品を成形するための空間であるキャビティ22内に、所定の圧力で溶融状態の熱可塑性樹脂6を充填するよう構成したゴム製の成形型である。ゴム型2は、複数の分割型部21を組み合わせてなると共に、分割型部21同士が対面する分割面20にキャビティ22を形成してなる。ゴム型2には、キャビティ22内へ熱可塑性樹脂6を導くためのランナー23と、キャビティ22に連通する余剰空間24とが形成してある。余剰空間24は、キャビティ22内において熱可塑性樹脂6が最後に到達する末端部位220に連通している。
(もっと読む)
成形用金型及び成形装置
【課題】成形工程サイクルにかかる時間を短縮化することが可能な成形装置を提供すること。
【解決手段】光学素子を成形する一対の上型112及び下型114と、上型又は下型の型合わせ面から対向する下型又は上型の方向に突起して形成された突起部142、144と、上型又は下型の周囲に設置され、突起部に赤外線を照射する加熱部150とを備えることを特徴とする。ま、上記上型又は下型の型合わせ面に突起部を収容することができる凹状の凹部143、145が形成されたものであってもよい。
(もっと読む)
成形型の加熱装置
【課題】成形型の加熱に対する加熱装置の熱効率を向上させる。
【解決手段】ヒータユニット33は、固定型5の固定型側成形面5aに対向する固定型側反射面37及び固定型側反射面37の背面に形成され、可動型7の可動型側成形面7aに対向する可動型側反射面39を有する反射板35と、両反射面37,39にそれぞれ近接して配置されたハロゲンヒータ41とを有する。ヒータケース13は、ヒータユニット33を内蔵し、固定型側反射面37側に固定型側成形面5aと対応するように形成された固定型側照射口17と、可動型側反射面39側に可動型側成形面7aと対応するように形成された可動型側照射口19とが開口している。固定型側成形面5a及び可動型側成形面7aがそれぞれ固定型側照射口17及び可動型側照射口19を介してヒータユニット33により照射加熱されるように構成されている。
(もっと読む)
11 - 20 / 26
[ Back to top ]