
国際特許分類[B29C33/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
国際特許分類[B29C33/12]の下位に属する分類
型壁に対して (306)
国際特許分類[B29C33/12]に分類される特許
181 - 190 / 472
クッション要素およびそれを生産するための方法および金型
本発明は、クッション要素、詳細には車両座席用のクッション要素(4)の生産方法であって、三次元分離ゾーンを形成するのに適したコンポーネント(18)が金型(9)内に挿入され、その後少なくとも1つの第1の発泡性物質が金型(9)の第1の空間内に導入され、前記物質を発泡させた時点で、コンポーネント(18)が第1の発泡クッション領域(5)と金型(9)内のさらなる空間の間に三次元分離要素(8)を形成する方法に関する。本発明によると三次元分離要素(8)を形成させるための形成ステップ中に、コンポーネント(18)は金型(9)内でカウンタサポート(13)に対し押圧される。適切な金型(9)には、少なくとも1つの上部金型(11)、下部金型(10)および三次元形状をとるコンポーネント(18)と接触するためのカウンタサポート(13)が含まれる。三次元成形可能な原型を金型(9)内に導入しその後、三次元分離要素(8)を提供するようにそれを形成させることによって、異なる特性、詳細には異なる硬度を有する複雑な形成領域を、発泡クッション要素(4)内に経済的に生成することができる。 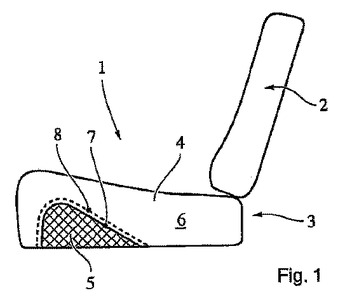 (もっと読む)
(もっと読む)
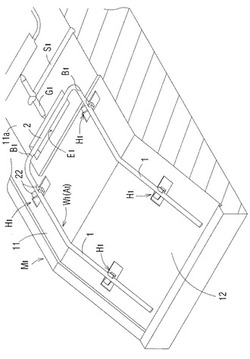
インサート射出成形方法、及び成形型、金属線材保持具
【課題】
固定金型に対する金属線成形体のセットを精度よく、しかも容易に行えるようにすることである。
【解決手段】
固定金型M1 と移動金型M2 とからなる成形型Mを用い、金属線材W1 で構成されていて、前記固定金型M1 のセット面に単にセットしたのみでは自身の弾性によりセット姿勢が定まらない金属線成形体A1 における当該金属線材W1 の一部が射出成形部3にインサートされるようにして樹脂を射出成形する方法であって、前記金属線材W1 の一部を部分的に保持可能な複数の保持具H1 を固定金型M1 における前記金属線成形体A1 のセット位置に着脱可能に取付けて、前記金属線材W1 を複数の保持具H1 により複数点保持する。
(もっと読む)
成形同時転写用金型の防塵機構、成形同時転写用金型、成形同時転写方法

【課題】クランプと金型表面との間の隙間よりキャビティ内に塵などが入り込むのを防止することができる、成形同時転写用金型の防塵機構、成形同時転写用金型、成形同時転写方法を提供する。
【解決手段】クランプ25が転写シート移動位置Aに位置するとき、防塵部材67,71,72により、一方の金型18の表面とクランプとの隙間61を覆うようにする。
(もっと読む)
電気的接続部品
【課題】バスバーを樹脂ケースにインサート成型して形成させるインサート成型タイプの電気的接続部品について、バスバーを仮に連結している連結部の切断加工時に生じるバスバーの埋込み部の露出化を防止できるようにする。
【解決手段】電気的接続部品は、窓部3を有するインサート部4が形成された樹脂ケース2を備えるとともに、インサート成型により樹脂ケースに組み込まれた複数のバスバー5を備え、バスバーの樹脂ケースへの組み込みは、各バスバーを連結部12で仮に連結して形成されるバスバーユニット22を用いてなされ、バスバーユニットをインサート成型により組み込んだ後に、窓部で露出する連結部に切断加工を施すことで各バスバーに導電路を形成させるようになっており、そして埋込み部に対する樹脂による保持力を増強させる保持力増強部23が連結部の近傍でバスバーに設けられている。
(もっと読む)
筐体の製造方法及び検出装置
【課題】製造コストを上昇させることなく、インサート成形される金属部材が外部に露出するのを防止すること。
【解決手段】成形金型40に移動可能に設けられたコアピン41で押さえた状態で端子30をインサート成形する筐体の製造方法において、成形金型40内に射出される樹脂材料50の射出圧力よりも大きい押圧力でコアピン41により端子30を押さえるステップと、成形金型40内に樹脂材料50を射出するステップと、コアピン41の押圧力よりも大きい保持圧力を成形金型40内の樹脂材料50に加えてコアピン41を退避させるステップと、コアピン41が退避した部分に樹脂材料50を充填するステップとを具備することを特徴とする。
(もっと読む)
インサート成形方法及びインサート成形品
【課題】合成樹脂面にフィルムを被覆させたフィルムインサート成形品を成形する場合に、射出成形後の変形を防止できるようにする。
【解決手段】可動側金型21と固定側金型22との金型が型開きされた状態から、まず、可動側金型21に表面フィルム11を密着させ、固定側金型22に裏面フィルム12を密着させてセットする。また、固定側金型22側に密着させた裏面フィルム12に所定の溶融樹脂導入部品24を仮固定させる。次いで、可動側金型21を可動して可動側金型21と固定側金型22とを型閉めし、射出側の固定側金型22の射出ゲート23から、溶融された合成樹脂を金型内に射出し注入する。その後、溶融された合成樹脂の注入が完了すると、可動側金型21と固定側金型22とが型開きされ、表面及び裏面の両面にフィルム11,12がインサート成形されたインサート成形品25が得られる。
(もっと読む)
樹脂容器
【課題】作業ロボットによるハンドリング性が良好であってスループットを高めることのできる、簡易な構造を備える樹脂成形装置を提供する。
【解決手段】有底筒状の本体部12および円筒状の口頸部20を有し口頸部20の軸方向に延在するスリット部24により複数の螺旋片に分断された螺旋状の突条部22が口頸部20の周囲に設けられた樹脂製の中空成形体10を保持して、本体部12の外側に樹脂外装体をオーバーモールドするための樹脂成形装置200であって、口頸部20を嵌め込む第一凹部と、凹部周面に立設された、第一凹部の深さ方向に延在してスリット部24と係合するリブ216と、を備える樹脂成形装置200。
(もっと読む)
ホットメルト成型装置と、その装置を用いたリード線付き検知用スイッチの製造方法と、その方法で製造したリード線付き検知用スイッチ。
【課題】ホットメルト材料の注入量を調節可能とし、且つ金型形状の転写性を向上したホットメルト成型装置と、その装置を用いたリード線付き検知用スイッチの製造方法と、その製造方法で製造したリード線付き検知用スイッチを提供する。
【解決手段】 ホットメルト材料8を計量し注入する注入手段2と、注入手段2のホットメルト材料8の注入を調節するバルブゲート部3と、注入手段2からバルブゲート部3を経由してホットメルト材料8が注入されるキャビティ9を形成する成型金型4と、からなるホットメルト成型装置1を用いて、リード線65付き検知用スイッチ61を成型金型4に封止し、リード線65との結線部分もしくはリード線65の引き出し部分にホットメルト材料8でモールドした。
(もっと読む)
予備成形金型、予備成形装置、予備成形方法および予備成形樹脂
【課題】計量機構の精度や数に頼ることなく、区分管理した場合の各樹脂(樹脂個片)の樹脂量の精度を確保しつつ、計量時間の増大を防止する。
【解決手段】半導体チップが搭載された被成形品に対する封止材料としての樹脂を予め所定の形状に成形するための加熱圧縮金型141であって、対向して配置される予備成形上型と加熱下型142を備え、加熱下型142を構成する加熱圧縮下型144の表面144Bに、相手金型の対向面に接触することのないエッジ144Aを形成する。
(もっと読む)
複合成形品
【課題】合成樹脂が成形に基づいて熱収縮しても、全体の変形を防止できる複合成形品を得る。
【解決手段】金属板Mと合成樹脂成形体部Pとを積層した複合成形品であって、互いに離間した一対の貫通孔1を金属板Mに設け、一対の貫通孔1に各別に係止する一対の係止突部2を、合成樹脂成形体部Pの金属板Mに対向する面に設け、一対の係止突部2の少なくとも一方が合成樹脂成形体部Pの熱収縮に伴って金属板Mとの積層方向に離間しないように係止状態を維持しながら他方の係止突部2に向けて近接移動可能な隙間Sを、金属板Mに形成してある。
(もっと読む)
181 - 190 / 472
[ Back to top ]