
国際特許分類[B29C33/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
国際特許分類[B29C33/12]の下位に属する分類
型壁に対して (306)
国際特許分類[B29C33/12]に分類される特許
141 - 150 / 472
射出成形の金型

【課題】傾斜部分表面のハウジングの型抜きが容易に行なえる射出成形の金型を提供する。
【解決手段】金型2は、インサート部品32をインサート成形する。金型2は、第一コア22、第二コア24及びエジェクタ装置25を備える。第一コア22は第一プレート21の側に設置される。第二コア24は第二プレート23の側に設置される。第一プレート21が第二プレート23に接近すると、第二コア24と第一コア22がキャビティ26を形成する。キャビティ26は傾斜部261を有する。傾斜部261は、第一プレート21が第二プレート23から遠ざかって型抜きを行なうときの方向に斜角θ1を有する。エジェクタ装置25は可動ブロック251を有し、可動ブロック251は傾斜部261に面して設置されて、傾斜部261に垂直の方向に可動する。可動ブロック251は凹部Cを有してキャビティ26に連通する。インサート部品32は凹部Cに設置される。
(もっと読む)
インモールドラベル容器の製造装置

【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
成形装置及び成形方法
【課題】カセット金型を使用しても脱気成形法で成形できる成形装置及び成形方法を提供する。
【解決手段】本発明の成形装置は、少なくとも1対の型を有し、型同士を型閉じした状態でキャビティ1が構成され、1対の型の少なくとも一方は、固定部11と、キャビティ部12とからなる。また、キャビティ部12には、キャビティ1の少なくとも一部を構成する窪み1bと、窪み1bの外側に設けられている排気口2と、窪み1bと排気口2との間を連通させるエアベント13bと、窪み1bと接続しているランナー3と、ランナー3及びエアベント13bを遮断しないように、ランナー3の周り、及びエアベント13bの位置を除いた窪み1bの周りに形成された内周突起部16bと、ランナー3の位置を除いて内周突起部16bの周りに形成された外周突起部17bとが設けられている。さらに、排気口2は、内周突起部16bと外周突起部17bの間に位置している。
(もっと読む)
射出成形金型
【課題】被成形部材を保護しつつ、バリの発生を防ぐことが可能な射出成形金型を提供する。
【解決手段】この射出成形金型1は、側面2aに開口する凹部2bを有する被成形部材2に対して、上型12と下型11とで被成形部材2を保持するとともに横移動型13を被成形部材2の側面2aに接触させることにより凹部2bを略密閉し、その状態で凹部2bに成形樹脂を充填するように構成されている。下型11は、その上面の載置面11aに配される被成形部材2の側面2aが当該下型11の載置面11aの端縁から垂下する側面11eよりも側方に出っ張るように形成されている。また、横移動型13は、他の型とは独立して移動するように設けられている。そして、横移動型13を下型11の側面11eに対して横移動させて被成形部材2の側面2aに弾性的に接触させ得る圧縮ばね15が設けられている。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
航空及び宇宙技術用の繊維複合コンポーネントの製造方法
本発明は、繊維複合コンポーネント(10)、特に航空宇宙用の繊維複合コンポーネントの製造方法と、対応するモールドコア(7)と、対応する繊維複合コンポーネント(10)とに関する。前記方法は、外部形状を画するためのモールディングツール(14)によってコルクを含有する材料から前記モールドコア(7)を形成するステップと、製造されるべき前記繊維複合コンポーネント(10)の少なくとも1つのモールド部(13)を形成するために、このように形成された前記モールドコア(7)を製造されるべき前記複合コンポーネント(10)のベース部材(11)上で少なくとも部分的に硬化した強化部材(1)に当接させて配置するステップと、前記繊維複合コンポーネント(10)を製造するために、少なくとも前記モールド部(13)を熱又は圧力に多段階でさらすステップとを有する。 (もっと読む)
トルクロータ及びその製作方法
【課題】トルクロータの製作において、締結構造の具備のためのプラスチック射出成形工程によって、プラスチックがヨークとマグネットとの間に流入してマグネットの真円を悪化させ、温度膨張係数の差によりマグネットが破損し、ヨークとマグネットとが互いに空回りすることを防止する。
【解決手段】N極とS極が交互に反復され、磁力を形成するマグネット320と、前記マグネットの内周面に挿入されるヨーク310、及び前記ヨークの内周面に挿入されるチューブ330を含んで構成され、かつ前記マグネットとヨークは回転時に空回りすることを防止する固定部が備えられている。
(もっと読む)
インサート成形方法及び装置
【課題】溶融樹脂の二次射出または二次プレスを必要としないインサート成形方法及び装置を提供する。
【解決手段】インサート成形方法は、固定型3と可動型4との間にキャビティ5を形成する金型を用い、該キャビティ5に出没自在に設けられた保持ピン8a,8b,8cをキャビティ5内に進出させることによりインサート物2をキャビティ5内の所定の位置に保持する工程と、保持ピン8a,8b,8cによりインサート物2を保持した状態で、キャビティ5内で溶融樹脂を流動させる工程と、キャビティ5内における溶融樹脂の流頭と保持ピン8a,8b,8cとの位置関係を検知する工程と、該流頭が保持ピン8a,8b,8cに対して所定範囲内の位置に検知されたときに、保持ピン8a,8b,8cをキャビティ5内から後退させる工程とを備える。固定型3と、可動型4と、保持ピン8と、出没制御手段10と、流頭位置検知手段11とを備える。
(もっと読む)
断熱ボード及びその成形金型
【課題】 発泡樹脂層の厚みを薄く成形した場合であっても、薄肉部に破損等の不良が発生するのを抑制することができる断熱ボードを提供することを課題とすると共に、前記断熱ボードの製造に用いる成形金型を提供することを課題とする。
【解決手段】 発熱体を嵌め込み可能に構成された嵌込凹部が一方の面に形成された発泡樹脂層を備える断熱ボードであって、前記嵌込凹部が形成されて発泡樹脂層の厚みが薄くなった薄肉部を補強する補強シートが少なくとも薄肉部に対応する領域に積層されていることを特徴とする断熱ボード。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 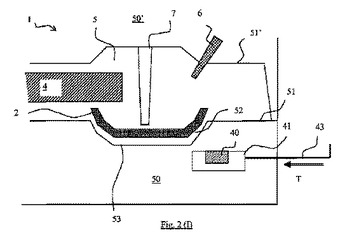 (もっと読む)
(もっと読む)
141 - 150 / 472
[ Back to top ]