
国際特許分類[B29C33/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
国際特許分類[B29C33/12]の下位に属する分類
型壁に対して (306)
国際特許分類[B29C33/12]に分類される特許
1 - 10 / 472
型内塗装用型
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
合成樹脂製中空曲管の製造方法
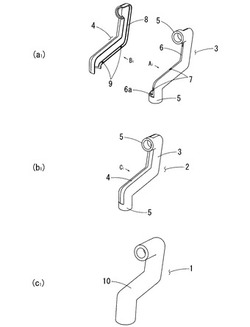
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
インサート部品設置装置及びそれを備えた発泡材成形機

【課題】 低コスト、省スペースであり、インサート部品の設置位置が制約されることなく、インサート部品を成形空間内に設置できるインサート部品設置装置を提供する。
【解決手段】 発泡材成形機100の成形空間104にインサート部品Pを供給するインサート部品設置装置1は、インサート部品Pを保持するとともに、成形時に、保持されたインサート部品Pが成形空間104の内部に位置するように、成形空間104を形成する金型102Aの一部となる保持部材121と、金型102Aの一部として成形空間104を形成する成形位置と、新たなインサート部品Pを供給する退避位置との間で、保持部材121を駆動する駆動機構126とを備えている。
(もっと読む)
アンテナ装置及びその形成方法
【課題】部品点数や製造工数を増加させることなく、インサート成形を行うこと。
【解決手段】中心軸(CA)を持つロッド状アンテナコア(22)と、このロッド状アンテナコアの基端部に連結された導電性接続金具(24)と、ロッド状アンテナコアの先端頂部から導電性接続金具に至る外周面に一体成形された樹脂(26)と、を有するアンテナ装置(20)において、樹脂(26)には、当該樹脂を成形する際にロッド状アンテナコア(22)を押さえるための複数本の押さえピンのそれぞれの穴(261;262)が、ロッド状アンテナコア(22)の中心軸(CA)と直交する方向に対して所定角度(5°)傾斜した状態で、穿設されている。
(もっと読む)
電子機器の筐体、金型、インサート成形装置、電子機器の筐体の成形方法、及び電子機器
【課題】金属板をインサート成形して表面に取付台部を形成した電子機器の筐体について、反りの発生を抑制する。
【解決手段】本発明は、周縁部に屈曲された補強部を一体に備えた金属板20と、補強部を覆うようにインサート成形により形成された樹脂製の枠体21とを備え、枠体21は、金属板20の表面側の表面に段差状の取付台部21aが形成されるとともに、金属板20より表面側の肉厚T12と裏面側の肉厚T13とが等しく形成されている。
(もっと読む)
成形装置及び成形方法
【課題】外枠に対する合成樹脂部の射出成形時に、成形圧力により外枠の外側が変形することを抑制することができる成形装置及び成形方法を提供する。
【解決手段】開閉可能な第1型21及び第2型22を備える。第1型21内には金属製の外枠12をセットするための凹部23を形成する。第2型22には外枠12内に合成樹脂を注入するためのゲートを設ける。第1型21と第2型22とのいずれか一方には、型締め時に外枠12の外周を押さえ可能な押さえ部材25を、押さえ位置P1と、その押さえ位置P1から退避する退避位置P2とに移動可能に設ける。
(もっと読む)
真空成型方法及び真空成型品
【課題】
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
(もっと読む)
樹脂成形品の製造方法、射出成形用金型及び樹脂成形品
【課題】キャビティ面に部分的に配置される転写シートの裏側へ樹脂が回り込むことによってバリが形成されるのを防ぐ。
【解決手段】第1型20は、第1パーティング面21に、樹脂成形品61,62を成形するための第1キャビティ面22を有する。第1キャビティ面22に隆起部23が形成されている。転写シート配置工程では、隆起部23の上に転写シート10の端部10aの位置を合わせて、転写シート10が第1キャビティ面22に部分的に配置される。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
金型装置
【課題】キャビティに設置されたラベルをより好適に吸着することのできる金型装置を提供する。
【解決手段】箱型容器1を成形する金型装置21のうち、長辺側側壁部の外面を成形する金型24には凹部が形成されるとともに、凹部に嵌入される入れ子41が設けられている。凹部の底面には吸引装置と連通する連通孔33が形成されるとともに、凹部に入れ子41を嵌入させることで、入れ子41の成形面と、凹部32の開口周縁部との間に連通孔33と連通するスリット26が形成される。そして、ラベル11をスリットに重ねるようにして設置するとともに、キャビティ25に対して溶融樹脂を充填し、固化させることで、ラベル11が長辺側側壁部の外面に露出した箱型容器1が形成される。また、入れ子41には、その成形面以外の部位において、成形面にかからないように溝部46が形成されている。
(もっと読む)
1 - 10 / 472
[ Back to top ]