
国際特許分類[B29C33/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
国際特許分類[B29C33/12]の下位に属する分類
型壁に対して (306)
国際特許分類[B29C33/12]に分類される特許
111 - 120 / 472
レンズアレイ用成形型
【課題】バリの発生を抑制することのできるレンズアレイ用成形型を提供する。
【解決手段】上型及び下型を備え、複数の貫通孔が配設された基板及び複数の前記貫通孔の各々に供給される樹脂材料を該上型及び該下型で挟み、前記基板と一体に複数の前記貫通孔の各々にレンズを形成するレンズアレイ用成形型であって、前記上型及び前記下型は、前記基板を支持する支持面と、前記基板における複数の前記貫通孔と同じ並びで該支持面に配設された複数のレンズ成形部とをそれぞれ有しており、前記下型の複数の前記レンズ成形部の各々は、その全体が対応する前記貫通孔に収容され、前記下型の前記支持面は、複数の前記貫通孔の各々の縁に全周に亘って密接する。
(もっと読む)
トランスファ成形による成形法および成形品

【課題】インサート品の変形を抑制するトランスファ成形による成形法および成形品を提供する。
【解決手段】トランスファ成形による成形法は、金型5内のキャビティ5aにおいてインサート品3を封止するトランスファ成形による成形法であって、キャビティ5a内でインサート品3の表面を覆うことでキャビティ5a内でインサート品3の表面が露出しないように第1樹脂1をキャビティ5a内に注入する工程と、第1樹脂1が注入された後、注入する際の粘度が第1樹脂1より高い第2樹脂2をキャビティ5a内に注入する工程とを備えている。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】外部リード線の接続時に端子の空洞部にナットを挿入する手間を省くことができ、ナットの落下を防止することができるような蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池を提供する。
【解決手段】空洞部を有する端子4と、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシングと、両者を連結する導通部とを備えた蓄電池用端子部が、合成樹脂製の蓋にインサート成形された蓄電池用蓋2、及びその蓄電池用蓋2を備えた蓄電池10において、ナット11が端子4の空洞部に挿入されてインサート成形されることにより固定されたことを特徴とする。また、蓄電池用蓋の射出成形方法において、前記合成樹脂の蓋の射出成形時にナット11を端子4の空洞部に挿入して射出成形し、射出成形圧力により、端子4の底部4Fを変形させて、ナット11を端子4の空洞部に固定することを特徴とする。
(もっと読む)
バスバーモジュールの製造方法及びバスバーモジュール
【課題】バスバーを一括モールド成形することで生産性を向上でき、その成形時にバスバー同士の間隔を維持して電気絶縁性の低下を防止することができるバスバーモジュールの製造方法を提供する。
【解決手段】複数のバスバー2a,2bを所定間隔で離間させた状態で絶縁性樹脂3により一括モールド成形して、樹脂モールド体4を成形すると共に樹脂モールド体4から各バスバー2a,2bの接続端子5が露出するように形成するバスバーモジュール1の製造方法において、樹脂モールド体4を成形するための金型10内に、各バスバー2a,2bを接続端子5を除いて所定間隔で離間させて中空保持すると共に、各バスバー2a,2bを中空保持した金型10に、成形中にバスバー2a,2b同士の間隔を維持する接近防止手段18を設ける方法である。
(もっと読む)
射出成形方法及び射出成形装置
【課題】部品点数を低減して、製造及び組付作業を容易に行い、装置コスト及びランニングコストを低減できる回転子積層鉄心への永久磁石の樹脂封止装置を提供する。
【解決手段】ベット11の上面に支持された載置台13の上面に取り付けられた下型17の上面に支持された鉄心18の内側に複数の鉄心拘束部材23を載置する。鉄心拘束部材23を退避位置復帰機構24によって、常には鉄心拘束部材23の押圧面23bが鉄心18の軸孔18bの内周面18cから離隔した位置に保持する。上型ユニット31の第3昇降板35に取り付けられた上型把持体42に対し、上型45及び押圧ピン47を装着する。第3昇降板35を下方に移動して、鉄心18の上端面に上型45の下面を接触させる行程で、押圧ピン47のテーパ面47aを鉄心拘束部材23の傾斜面23cに押圧して、各鉄心拘束部材23を鉄心18の内周面18cに押圧し、鉄心18を所定位置に拘束する。
(もっと読む)
プレス成形と同時に熱転写する方法
【課題】射出成形用金型を利用しつつ、極めて薄い製品ピースに対し、立体成形を行いつつ同時に転写シートから適切に絵柄を熱転写することが可能なプレス成形と同時に熱転写する方法を提供する。
【解決手段】金型8,10を型締めした状態で、キャビティ12内に加圧充填される加熱溶融状態の樹脂Pの圧力及び熱により、成形型11に向けて熱間プレスするプレス装置7を用い、金型間に、熱可塑性樹脂製の製品ピース6及び絵柄層を有する転写シート1をインサートし、その後、型締めする第1工程と、キャビティ内に加熱溶融状態の樹脂を加圧充填し、成形型で製品ピースをプレス成形すると共に、転写シートの絵柄層を製品ピースに熱転写する第2工程と、型開きし、製品ピースを取り出すと共に、キャビティ内で固化した樹脂を回収する第3工程とを備えた。
(もっと読む)
透明性インサート材を備えた樹脂成形品及びその製造に用いる金型及び樹脂成形品の製造方法
【課題】透明性のインサート材の外周に形成された樹脂部の強度を向上させた樹脂成形品、及びその製造のための金型、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品Pは、透明性のインサート材3と、インサート材3の外周に配置された金属製のフレーム材4と、インサート材3とフレーム材4とに亘って裏面側から接着される粘着シート5とを備え、インサート材3を囲繞するとともに、フレーム材4の周縁部4Aの少なくとも一部に係合した状態に樹脂部7を形成した。
(もっと読む)
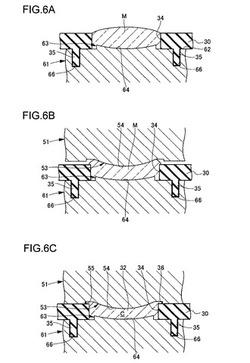
樹脂成形体の製造方法、樹脂成形体
【課題】樹脂の粘性や混合物の大きさに影響を受けることなく、樹脂の未充填が発生するのを防止する。
【解決手段】一対の型内で装飾用の混合物を含有する樹脂を硬化させる樹脂成形体の製造方法において、当該樹脂成形体の表面に、部分模様を形成する複数の模様体92を表出させるインサート体11を下型体52上に載置するとともに、インサート体11が下型体52上で動くことを防止するとともに内部へ通じる空隙が予め形成された押さえ部材14を当該インサート体11に当接させ、型体51、52を互いに近接させることによりインサート体11に当接させた押さえ部材14を押圧し、押圧した押さえ部材14の空隙を通じて内部へ樹脂を浸入させ、その後当該樹脂を硬化させる。
(もっと読む)
クランパ収納溝の直下に冷却管を設けた射出成形装置
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写品用の射出成形装置を得る。
【解決手段】A金型21とB金型26からなる一対の金型、A金型のキャビティ面に転写シートを配置する第一転写シート送り装置40、A金型のパート面に突出して設けられ、第一転写シート45をクランプする第一クランパ31と、B金型のパート面に形成された第一クランパ収納溝9を備えた射出成形装置であって、第一クランパ収納溝9の直下に第一クランパ用冷却管9を設け、第一クランパ用冷却管の中を冷媒が通過する射出成形装置である。
(もっと読む)
樹脂製窓の2色射出成形方法
【課題】周縁形状が平滑な樹脂製窓を見栄え良く成形する。
【解決手段】位置決めピン17を樹脂パネル5にその端面から挿入して樹脂パネル5を下方から支持してキャビティ型9に保持した状態で収縮させ、樹脂パネル5の端面の位置決めピン17による支持側の辺を除く3辺とキャビティ型9の成形面16との間に隙間Sを生じさせ、キャビティ型9と第2コア型13とを型締めして第2コア型13の当接面26をキャビティ型9に保持された樹脂パネル5裏面に当接させるとともに突条部27を隙間Sに挿入する。これにより、樹脂パネル5の周壁部3内側と第2コア型13との間に第2キャビティ47が形成され、この状態で、第2キャビティ47内に不透光性樹脂49を射出充填して不透光性の枠部7を成形する。
(もっと読む)
111 - 120 / 472
[ Back to top ]