
国際特許分類[B29C33/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
国際特許分類[B29C33/12]の下位に属する分類
型壁に対して (306)
国際特許分類[B29C33/12]に分類される特許
91 - 100 / 472
射出成形による樹脂成形品の製造方法
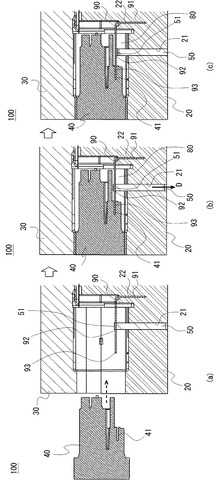
【課題】端子金具等のインサート部品を内部に備える樹脂成形品を製造する際に、インサート部品が不適切な位置で露出してしまうことを防止でき、また、その位置精度を所望に確保できる技術を提供する。
【解決手段】射出成形装置100において、金型コアバック部50の可動タイミングを、インサート部品である端子90を金型スライド部40の端子先端保持部41に挿入した後にすることによって、端子90の位置の精度を向上させる。また、金型コアバック部50を射出成形前に所定量Dだけ可動する事により、金型コアバック部50と端子90との間に樹脂壁が形成される。これによって、端子90の不適切な露出、ショート及び異物の付着等の防止ができる。
(もっと読む)
一回使用デンタルフロスホルダーを製造するための装置

【課題】ワックス組成物が塗布されたある長さのデンタルフロスを含む一回使用フロスホルダーを形成するための金型を提供する。
【解決手段】この金型は、中に配置される第1の空洞を有する第1の部分であって、第1の空洞は底部基部面と周縁側壁とによって画定され、第1の空洞は、基部部分と、近位部と遠位部とを有し基部部分から延出する第1及び第2の離間部分と、を含む、第1の部分と、中に配置される第2の空洞を含む第2の部分であって、第2の空洞は底部基部面と周縁側壁とによって画定され、第2の空洞は、基部部分と、近位部と遠位部とを有し基部部分から延出しかつ遠位部で終端する、第1及び第2の離間部分と、を含む、第2の部分と、約10:1以上のアスペクト比、並びに第1及び第2の末端部と中間部とを有する溝であって、溝は第2の部分の全幅にわたって延び、溝の第1及び第2の末端部は、それぞれ第2の空洞の第1及び第2の離間部分の遠位部を横切り遠位部と一致する、溝と、を含む。
(もっと読む)
アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
【課題】本発明は、アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例によるアンテナパターンが埋め込まれる電子装置ケースは、金属薄板で形成されるアンテナパターン部を含む放射部が一面に露出するように射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
繊維強化樹脂構造部材及びその製造方法
【課題】軽量化、製造コストの低減、強度の向上を図ることができると共に、大量生産が可能で、材料が安価であり、又、複雑な形状の成形が可能な繊維強化樹脂構造部材及びその製造方法を提供することを課題とする。
【解決手段】樹脂と繊維の複合材からなる繊維強化樹脂構造部材1であって、内層部2を、繊維構造体に熱可塑性樹脂を含浸した芯材で構成し、この内層部2の周囲を覆う外層部3を、長繊維を含有する熱可塑性樹脂から構成した繊維強化樹脂構造部材1。
(もっと読む)
水平移動式車両用内装材の成形装置及び成形方法
【課題】 水平移動式車両用内装材の成形装置及び成形方法を提供する。
【解決手段】 表皮材を予熱させるための予熱手段;予熱された表皮材を垂直に着脱させる固定部を備えて、移動自在に構成される移送手段;移送手段を通じて移送された表皮材のエッジを真空吸着して固定させる吸着部、表皮材に転写させるためのエンボス紋が形成されたベース部材、表皮材のエッジをクランピングして表皮材とベース部材との間の内部空間をシーリングさせる固定部材、表皮材をベース部材に真空吸着させるための真空ホールを備えて、地面に垂直に設けられる第1金型;第1金型に平行に設けられて射出基材が流入される第2金型;第1金型と第2金型のうちいずれか一つを水平移動させて相互型合わせまたは分離させる金型移動手段;を備える水平移動式車両用内装材の成形装置及び成形方法。これにより、水平方式で動作する金型で表皮材と基材との一体成形が可能であり、また予熱過程で伸びた表皮材の原緞が荷重により下方に撓む現象を防止でき、それだけでなく表皮材の完壁なシーリングを通じて表皮材が折り畳まるか、または寄らないようにする。
(もっと読む)
タイヤの製造方法、及び、タイヤ成形用金型
【課題】リム組み時のエア保持性を充分に確保するとともに、タイヤ成形時でのビードコアの位置ずれを抑制しつつビード部の強度を高めたタイヤの製造方法、及び、タイヤ成形用金型を提供することを課題とする。
【解決手段】本発明では、キャビティS内で進退動する補助ジグ22を備えてタイヤ骨格部材を成形する金型を用いる。キャビティS内に進出させた補助ジグ22でビードコア11を保持した状態で、溶融樹脂をキャビティS内に注入する。そして、キャビティS内で固化した溶融樹脂でビードコア11を保持可能となった後、補助ジグ22をビードコア11から後退させて補助ジグ22が当接していたビードコア部分11Pを露出させ、溶融樹脂をキャビティ内に注入することでビードコア部分11Pを樹脂で覆う。
(もっと読む)
タイヤの製造方法、及び、タイヤ
【課題】コード間に樹脂材料を充分に形成させることができるタイヤの製造方法、及び、タイヤを提供することを課題とする。
【解決手段】1本以上のスチールコード13Sを熱可塑性材で被覆してなる被覆スチールコード13を形成し、更に、複数本の被覆スチールコード13の熱可塑性材同士を熱溶着させてなる被覆ビード11を形成する。そして、タイヤ骨格部材を成形する金型のキャビティ内に設けたジグに被覆ビード11を当接させて金型内に被覆ビード11を固定し、熱可塑性の溶融樹脂をキャビティ内に注入することによりタイヤ骨格部材を成形する。
(もっと読む)
成形用金型、成形方法及び該方法を用いて成形された成形品
【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
金型コアに対する薄肉筒状部材の取付方法、筒状容器の製造方法及び金型コア
【課題】筒状容器の製造コストを低減させるとともに製造効率を向上させ、筒状容器の品質も保持する。
【解決手段】金型コアであるマンドレル3の先端部にラミネート筒状部材4を押し込み、マンドレル3とラミネート筒状部材4との間に気体を噴出しながらラミネート筒状部材4をマンドレル3の基端側に案内し、マンドレル3の外面に前記ラミネート筒状部材4を被着させる。
(もっと読む)
91 - 100 / 472
[ Back to top ]