
国際特許分類[B29C39/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 一定長の物品,すなわち.不連続物品,を製造するためのもの (1,936) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (1,223)
国際特許分類[B29C39/10]に分類される特許
21 - 30 / 1,223
複合材料構造体及びその製造方法
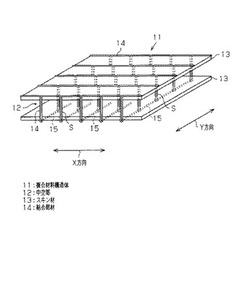
【課題】軽量化を図ることができる複合材料構造体及びその製造方法を提供すること。
【解決手段】複合材料構造体11は、繊維強化樹脂のスキン材13同士の間に中空部12が形成された中空構造を有する。この複合材料構造体11は、スキン材13同士が、両スキン材13及び中空部12を貫通する繊維強化樹脂の結合部材14により結合されている。
(もっと読む)
車両用シートパッドの製造方法

【課題】パッド本体の立壁状外周部につながる裏面側厚み面で、シートフレームとの間で発生する異音を防ぎ、さらに発泡成形時に発泡原料漏れ対策を講じた車両用シートパッドの製造方法を提供する。
【解決手段】パーティングラインPL位置が、発泡成形されるパッド本体1の外周部1aで、裏面1R側へ張り出すその一番高い地点10よりも下方地点に設けられ、さらに上型7にセットされる布状材と通じる発泡ガス用ガス抜き孔7gがその上型に設けられる発泡型6を用いて、布状材5の外周縁51が、発泡成形されるパッド本体1の外周部1aでその一番高い地点10を越え且つパーティングラインPLの手前に配されるようにして、上型7の型面7Aに布状材5をセットする第一工程と、発泡原料9の注入及び型閉じする第二工程と、発泡成形で余剰の発泡ガスをガス抜き孔7gから放出して、布状材5が被着一体化されるパッド本体1を発泡成形する第三工程とを備える。
(もっと読む)
フランジ継手およびその製造方法
【課題】 高圧に耐えることができる十分な強度を有しているフランジ継手およびその製造方法を提供する。
【解決手段】 第1補強部材33を下型21の柱状部21c周面に沿わせて、切り目を入れた部分を折り曲げて下型21の平坦面21aに沿わせる。これにより、第1補強部材33の切り目を入れた部分が、複数の方形状フランジ部補強部33bおよび隣り合うフランジ部補強部33b間に形成された三角形状隙間部Gからなる形状となる。次いで、フランジ部補強部33bおよびその両側の三角形状隙間部Gを合わせた台形状とされた第2補強部材34A,34Bを隣り合う第2補強部材34A,34Bの三角形状部分34b同士が重なるように配置する。
(もっと読む)
衝撃吸収体、及び衝撃吸収体の製造方法
【課題】強度を維持しつつ、生産性の高い衝撃吸収体等を提供する。
【解決手段】硬質ポリウレタンフォーム28Aを含む第1の衝撃吸収材20Aと、硬質ポリウレタンフォーム28Bを含み、第1の衝撃吸収材20Aと圧縮応力が異なる第2の衝撃吸収材20Bと、硬質ポリウレタンフォームを含み、第1の衝撃吸収材20Aと第2の衝撃吸収材20Bとの間に配置され、且つ、第1の衝撃吸収材20Aに対する圧縮応力差が、第2の衝撃吸収材20Bに対する圧縮応力差よりも小さい仕切部材20Cと、を備える。
(もっと読む)
光学用の材料組成物およびそれを用いた光学素子
【課題】適当な異常分散性を有するとともに、加工が容易である光学用の材料組成物および光学素子を提供する。
【解決手段】酸化スズの微粒子と、1分子中に芳香環、縮合多環、カルバゾール環、フルオレン環から選ばれる官能基の少なくとも1つと1個以上の重合性官能基の両方を有する有機化合物と、重合開始剤とを含む材料組成物の硬化物において、アッベ数νd、F線とg線の異常分散度ΔθgFとしたとき、10≦νd≦40かつ0.010≦ΔθgF≦0.075である材料組成物およびその硬化物を用いた光学素子。
(もっと読む)
繊維強化樹脂成形体の製造装置
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
成形品の製造方法
【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく部品を成形することができる成形品の製造方法を提供する。
【解決手段】リアクトルの製造方法は、投入工程S10と攪拌工程S11と埋設工程S12と硬化工程S13とによって構成されている。投入工程S10はケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11はケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12はケース内において攪拌された熱硬化性樹脂及び鉄粉にケースを振動させながらコイルを押込み埋設させる工程である。そのため、低い圧力でコイル10を押込み埋設させることができる。硬化工程S13はコイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
成形品の製造方法
【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく成形品を製造できる成形品の製造方法を提供する。
【解決手段】
リアクトルの製造方法は、投入工程S10と、攪拌工程S11と、埋設工程S12と、硬化工程S13とによって構成されている。投入工程S10は、ケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11は、ケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12は、ケース内において攪拌された熱硬化性樹脂及び鉄粉にコイルを押込み埋設させる工程である。硬化工程S13は、コイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
位置検出装置、インプリント装置及び位置検出方法
【課題】 位置合わせに用いるマークからの光量を多くして検出しやすくする位置検出装置、及び、それを用いたインプリント装置を提供する。
【解決手段】 本発明の位置検出装置は、第一方向と、第一方向と異なる第二方向にそれぞれ周期をもつ第一回折格子と、第1回折格子の第二方向の周期と異なる周期を第二方向にもつ第二回折格子と、を斜入射照明する照明光学系と、第一回折格子と第二回折格子とからの回折光を検出する検出光学系と、を備え、検出した回折光に基づいて第一回折格子と第二回折格子との第二方向に関する相対的な位置を検出する位置検出装置であって、照明光学系はその瞳面において、第一方向に、複数の極を有する光を照明することを特徴とする。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
21 - 30 / 1,223
[ Back to top ]