
国際特許分類[B29C39/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 型またはコア (691) | アンダーカット製品のためのもの (13)
国際特許分類[B29C39/34]に分類される特許
1 - 10 / 13
RTM成形方法及びそれによるFRP成形品
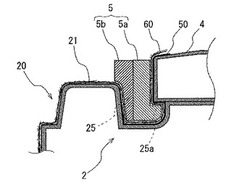
【課題】樹脂成形品について、複雑な形状部分を有したものであってもマトリックス樹脂にフェノール樹脂を用いながら生産性の低下を伴うことなく高精度に成形できるようにする。
【解決手段】下型2にゲルコート塗装層50を設けて強化繊維シート60を敷設するとともに所定位置に置き駒5を配し、その後上型3を被せて上下両型の外周側重ね合わせ部分を所定の手段で密着させ、熱硬化性樹脂を注入して強化繊維シート60に含浸させながら型内部20に充填した後、所定の温度で加熱し熱硬化性樹脂を硬化させてFRP成形品を得るRTM成形方法において、その熱硬化性樹脂をフェノール樹脂とし、前記置き駒5が、軟質樹脂製の駒5aと硬質樹脂製の駒5bの組み合わせからなり型内部20でアンダー部分25aを有した隙間空間25を埋めるように配置される、ことを特徴とするものとした。
(もっと読む)
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型

【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
ヘッドレスト成形用金型
【課題】本発明は、ヘッドレストの成形作業を容易にし、ヘッドレストの側部が確実に成形されるようにしたヘッドレスト成形用金型を提供する。
【解決手段】本発明に係る金型10は、下型12に対して出し入れ自在なベース板21と、ベース板21に固定されると共に、ヘッドレスト1の側部8の凹部6に対して嵌合と離隔とを行うように水平方向に移動自在であって、第1のバネ28によって嵌合方向に付勢された第1のスライド駒24と、第1のスライド駒24の外周面に対して摺動すると共に、ヘッドレスト1の側面7に対して当接と離隔とを行うように水平方向に移動自在であって、第2のバネ33によって当接方向に付勢された第2のスライド駒25と、備えた構成である。
(もっと読む)
成形方法および成形型
【課題】脱型に用いる駆動源のみで、アンダーカット部を有する成形品を容易に脱型可能な成形方法および成形型を提供する。
【解決手段】アンダーカット部8を備えた成型品2を成形するための成形型10であり、アンダーカット成形面16を備えたスライド部材15を有している。このスライド部材15が、アンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動可能となっている。キャビティ型11またはコア型に連結されてアンダーカット部8に係合するアンダーカット成形面16を備えたスライド部材15を、前記成形品2のアンダーカット部8から前記成形品2のキャビティ型11またはコア型からの脱型方向に力を受けながら、脱型方向であって、かつアンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動させる。
(もっと読む)
クッションパッドの成形型およびその成形型を用いたクッションパッドの製造方法
【課題】成形したクッションパッドを抜型するとき、クッションパッドの背面側部分のうち少なくとも肉厚変動部内側で発泡樹脂と一体に成形した補強布材が破損することを防止し、そして、肉厚変動部の内側に設けた凹部の幅や高さを、成形状況に応じて容易に変更することができる、クッションパッドの成形型を提供する。
【解決手段】上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、上辺縁部側の厚肉部と、延設部先端側の薄肉部と、厚肉部と薄肉部との間の肉厚変動部とを有し、少なくとも肉厚変動部の内側で発泡樹脂とその発泡樹脂を覆う補強布材とが一体に成形されるクッションパッドを成形する成形型が、下型と、中子型と、上型とを有し、肉厚変動部の内側表面に凹部を形成するために、中子型の材料より軟質な材料からなる凹部形成用入子を前記中子型の表面に取り外し可能に固定する。
(もっと読む)
表皮付き発泡成形品の成形型およびこの成形型を使用した表皮付き発泡成形品の成形方法
【課題】表皮成形面にスプレーした表皮原料がスライド型部とスライド支持面との間へ進入するのを防止する。
【解決手段】スプレー成形により表皮が成形される表皮成形面42を有する第1成形型40は、成形された表皮付き発泡成形品の脱型を可能にするスライド型部50を有する。スライド型部50は、第1成形型40に設けたスライド支持面48に沿ってスライドするスライド型本体54と、スライド型本体54のスライド支持面48側に配設した弾性体としてのシール部62とを備える。シール部62の内部に空洞部70が形成され、この空洞部70に空気を供給すると該空洞部70が膨張し、スライド支持面48と表皮成形面42との境界Lを閉塞するようにシール部62がスライド支持面48に当接する。
(もっと読む)
表皮付発泡成形部材の製造方法、および表皮付発泡成形部材の製造装置
【課題】外観品質を高め得る表皮付発泡成形部材を簡易迅速に製造し得る、表皮付発泡成形部材の製造方法、および表皮付発泡成形部材の製造装置を提供する。
【解決手段】芯材20をコア型101(第1の型)に配置し、表皮30をキャビティ型102(第2の型)と回転式入れ子103との両方に跨るように配置し、吸引部材111、112により表皮を吸引して保持する。表皮を吸引保持したまま、コア型とキャビティ型とを閉じ、回転式入れ子を回転する。これにより、表皮の巻込み部34と基部33との間に折り曲げ部36を形成して、表皮の巻込み部を芯材に向かい合わせる。この状態で、芯材と表皮との間の空間に発泡体40を充填して、表皮付発泡成形部材を製造する。
(もっと読む)
RTM成形方法
【課題】成形型の構造を大幅に簡素化してその加工費用を低減でき、かつ、アンダーカット形状を有するFRP成形品であっても効率よく迅速に成形可能なRTM成形方法を提供する。
【解決手段】互いに対向配置される第1、第2の型を含む複数の型からなる成形型のキャビティ部に強化繊維基材を配置し、型締めした後、樹脂を注入してFRP成形品を成形するに際し、第1の型と第2の型との間に、成形品の形状に沿う形状に予め形成された中間部材を設け、中間部材と第2の型との間に加圧媒体を充填し、中間部材と第1の型との間に強化繊維基材を配置して樹脂を注入することを特徴とするRTM成形方法。
(もっと読む)
表皮付き発泡成形品の製造方法と発泡成形型
【課題】発泡成形型のアンダーカット部成形用入れ子の存在に起因するバリの発生を防いで後工程によるバリ除去作業を不要にすることができ、かつ美観の良好な表皮付き発泡成形品を得ることを目的とする。
【解決手段】発泡成形型表面部材載置用凹部29に屈曲可能な材質からなる発泡成形型表面部材31が積層されて、発泡成形型表面部材31によって雌型11とアンダーカット部成形用入れ子21の境界が覆われ、アンダーカット部成形用入れ子21が型外方へ移動することにより発泡成形型表面部材31から離れて、アンダーカット部成形用入れ子21の離れた部分で発泡成形型表面部材31が型外方へ屈曲可能となる発泡成形型10を用い、スプレーリム法で表皮付き発泡成形品を製造する。
(もっと読む)
1 - 10 / 13
[ Back to top ]