
国際特許分類[B29C39/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 体積の変化,例.収縮,の補償 (26)
国際特許分類[B29C39/40]に分類される特許
1 - 10 / 26
光学素子の製造方法
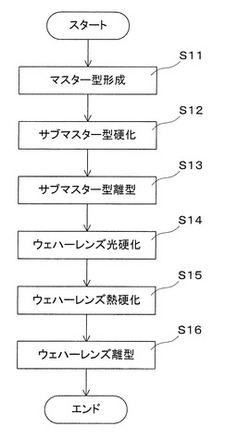
【課題】急激な硬化収縮による内部歪みを防止しつつ、樹脂製の成形型を用いてもレンズ部のピッチずれを防ぐことができる光学素子の製造方法を提供すること。
【解決手段】光硬化性樹脂であるウェハーレンズ100の樹脂102bを光硬化工程(ステップS14)と熱硬化工程(ステップS15)の2段階に分けて硬化させることにより、樹脂102bの反応速度をコントロールすることができる。これにより、樹脂102bの速い硬化による急激な収縮が発生することを防止することができる。また、サブマスター型40のサブマスター成形部41の樹脂材料41bと樹脂102bの線膨張割合を略等しくすることにより、ウェハーレンズ100のような大きな面積の光学素子を製造する場合でも、第1レンズ本体11aのピッチずれを防ぐことができる。
(もっと読む)
眼鏡用プラスチックレンズの製造方法

【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置、並びに発泡成形体
【課題】供給部分から発泡原料が溢れ出るのを抑制すること。
【解決手段】発泡成形体の製造装置10を型開きした状態で、下型20の金型面24に形成された凹部23のうち、供給空間51を画成する供給部分27に発泡原料Mを供給する供給工程と、上型30を、その金型面33が下型20の金型面24に向けて上方から接近するように回動させながら、該上型30の金型面33に突設された突部40を凹部23内に進入させて半閉めする半閉め工程と、上型30および下型20を上下方向に沿って相対的に接近移動させ、突部40の外面と凹部23の内面との間に隙間を設けた状態で凹部23の全体を閉塞することによりキャビティを形成し型閉めする型閉め工程と、を有し、供給部分27内の発泡原料Mが発泡し該供給部分27の上端開口面29に到達する前に、型閉め工程に先立って、供給部分27を上方から閉塞する発泡成形体の製造方法を提供する。
(もっと読む)
プラスチックレンズ成型方法
【課題】重合硬化反応に伴う体積縮小による成型品周面のテープシワの発生を簡単かつ確実に抑制できる新規なプラスチックレンズ成型方法の提供。
【解決手段】一対のモールド20,20間を粘着テープ10でその周方向に沿って連続的に封止してキャビティCを区画形成した後、前記キャビティCに重合性モノマーを充填し、その後、前記一対のモールド20,20同士を互いに接近する方向に継続的に力を加えた状態で前記キャビティC内に充填した重合性モノマーを重合反応させる。これによって、重合硬化反応に伴う体積縮小をモールド20,20間の距離の変化によって吸収するため、体積縮小による成型品周面のレンズシワの発生を簡単かつ確実に抑制できる。
(もっと読む)
レンズの製造方法およびレンズ
【課題】へこみや割れ等の欠陥の発生が無いレンズを提供する。
【解決手段】複数の凹部15が設けられている型13の部位に、液体状の紫外線硬化樹脂17を供給し(S1)、フィルム19を型13に設置し(S3)、紫外線を照射して紫外線硬化樹脂17硬化し(S5)、フィルム19を分離し(S9)、フィルム19が貼り付いていた硬化済み紫外線硬化樹脂5に液体状の紫外線硬化樹脂21を供給し(S11)、ガラス板3を設置し(S13)、紫外線を照射して紫外線硬化樹脂21を硬化する(S13)レンズ1の製造方法である。
(もっと読む)
発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材
【課題】シート材の透気抵抗度の調整が容易であり、発泡成形時にシート材に発泡性原料を含浸させることなくシート材を成形型の成形面に容易に倣わせることができ、目的とする形状を安定して得ることができる発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材を提供すること。
【解決手段】発泡成形体1は、発泡成形体1の外面にシート材3が一体化されたものである。シート材3は、延伸加工を行って複数の微細孔を形成してなる延伸多孔質フィルム31と、不織布32との積層体で構成され、気体を透過させる一方、液体は透過させない性質を有している。発泡成形体1は、シート材3の不織布32側が発泡成形体1の外表面側に配置されて、シート材3と発泡成形体本体2とが一体化されて形成されている。
(もっと読む)
ウェハレベルレンズの製造方法
【課題】樹脂材料の硬化に伴う収縮によっても、型の転写面と樹脂材料との密着が維持され、型の転写面の形状、が正確に転写でき、またレンズ部間の距離精度が高いウェハレベルレンズアレイの製造方法の提供。
【解決手段】一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部1と、を有し、該レンズ部及び該基板部1が樹脂材料で一体に形成されるウェハレベルレンズアレイの製造方法であって、前記レンズアレイの一方の表面に整合する第1の型102の転写面と、該レンズアレイの反対側の表面に整合する第2の型104の転写面との間に前記樹脂材料を配置し、前記レンズ部の前記樹脂材料を硬化する第1の硬化工程と、該基板部を含む前記基板部の前記樹脂材料を硬化する第2の硬化工程と、をこの順で有するウェハレベルレンズアレイの製造方法。
(もっと読む)
超臨界または近臨界発泡剤によるポリウレタンフォームの製造方法
本発明は、用いる推進ガスが、超臨界または近臨界状態で存在する、ポリウレタンフォームを製造するための方法に関する。反応混合物を、密閉金型中へ導入し、密閉金型を、その内部容積および/またはその内部の圧力が混合物を導入した後、外的作用により変化させることができるように構成される。界面活性剤を選択することにより、推進ガスのマイクロエマルションがポリオール相中に得られる。本発明は、本発明の方法により得られるナノ気泡質ポリウレタンフォームに更に関する。  (もっと読む)
(もっと読む)
プラスチックレンズの製造方法
【課題】高価格の高屈折率原料に対して、省原料の製造方法を提供する。
【解決手段】第一モールドと第二モールドとを対向配置した成形モールドにてプラスチックレンズを製造する方法であって、前記第一モールドは、熱可塑性樹脂にて形成され、第一モールドレンズ成形面と、筒状突起と、少なくとも1箇所の原料注入孔とを備え、前記第二モールドは、第二モールドレンズ成形面と、前記筒状突起の内周形状に対応した外形形状を備え、前記第一モールドの前記筒状突起内部に前記第二モールドを挿入し、前記成形モールド内部にキャビティーを形成するモールド組立工程と、前記キャビティー内にプラスチックレンズ原料を注入する原料注入工程と、前記原料を重合硬化させ、前記プラスチックレンズを成形するレンズ成形工程とを備えるプラスチックレンズの製造方法
(もっと読む)
ポリウレタンフォームの製造方法
【課題】クローズドモールド成形法によってポリウレタンフォームを製造する際に、ポリウレタンフォームの厚みを薄くしてもセル荒れの無い良好なフォーム状態を得ることができるポリウレタンフォームの製造方法の提供を目的とする。
【解決手段】閉型したモールド11内に、ポリオール、ポリイソシアネート、鎖延長剤、発泡剤、触媒及び整泡剤を含むポリウレタンフォーム原料Pを注入し、発泡させた後にモールド11を開いてポリウレタンフォームを脱型するポリウレタンフォームの製造方法において、鎖延長剤がトリレンジアミンと第3級アミノアルコールの両方からなり、触媒が3級アミン触媒からなり、ポリイソシアネートが変性MDIからなり、ポリウレタンフォーム原料Pの注入後、脱型前に閉型状態のモールド11を0.5〜5秒間開く途中開放を行ない、その後は脱型まで閉型するようにした。
(もっと読む)
1 - 10 / 26
[ Back to top ]