
国際特許分類[B29C41/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 構成部品,細部または付属装置;補助操作 (540) | 型,コアまたはその他の基体 (127)
国際特許分類[B29C41/38]の下位に属する分類
型 (62)
国際特許分類[B29C41/38]に分類される特許
41 - 50 / 65
パウダースラッシュ成形装置の金型温度測定装置
【課題】主に、測定精度の向上を図り得るようにする。
【解決手段】粉体材料4を収容可能なリザーバ容器3の開口縁部に、加熱した金型1をシール状態で被着し、リザーバ容器3と金型1とを回転させることにより、金型1の表面に粉体材料4を溶融付着させて成形を行うようにしたパウダースラッシュ成形装置21に対し、金型1の温度を測定可能な金型温度測定手段22が設けられたパウダースラッシュ成形装置21の金型温度測定装置であって、金型温度測定手段22が、接触式温度センサー23とされると共に、接触式温度センサー23が、金型1の表面(成形面24)側に配置されるようにしている。
(もっと読む)
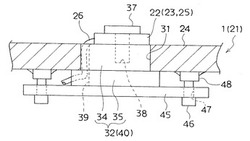
パウダースラッシュ成形装置のシール材取付部構造およびシール材構造

【課題】主に、シール材の交換作業の容易化を図り得るようにする。
【解決手段】取付プレート33の先端部分の装着部36が、シール材28の基部を係止可能な係止部37と、シール材28に作用されるシール荷重を受ける荷重受部38とを、別個に備え、係止部37が、各取付プレート33の先端部分の内面に形成された奥拡がりの傾斜面39であり、荷重受部38が、各取付プレート33の先端部分の先端面に形成された、外拡がりの傾斜面40であるようにしている。
(もっと読む)
複合構造体の形成及び硬化のためのシステム及び方法
本発明の実施形態は、複合プリフォームに樹脂を通過させて該複合プリフォームを形成するためのシステムを提供する。システムには樹脂フローチャンバ及び第一チャンバが設けられ、第一チャンバは真空又は圧力チャンバであり得る。樹脂フローチャンバは第一側面及び第二側面と一体に形成された第一及び第二端部を有する。第一端部は第一排出管を有する。複合プリフォームは樹脂が繊維プリフォームを通過可能なように樹脂フローチャンバ内に配置される。第一チャンバは、樹脂フローチャンバの第一側面上に配置されるとともに第二排出管を有する。樹脂フローチャンバ及び第一真空チャンバは気体を通すが樹脂を通さない第一ガス透過性フィルムによって分離されている。  (もっと読む)
(もっと読む)
シリンダー形状部を成型するための複合ツール
本発明は、複合材料でなるシリンダー部を作るための複合材料でなるツールに関するものである。ツールは、シリンダー形状部が形成されるマンドレルを作ることを意図した複合材料でなり、部材(1)がセットになっていて、それぞれの部材(1)がツールのシリンダー形状部をなし、前記部材(1)のそれぞれが繊維複合材料でなる支え構造(2)を有し、前記支え構造(2)の上にはスキン(3)がモールドされ、さらにツールの部材(1)間の連結部にシーリング手段(11、12)を有していることを特徴とする。 (もっと読む)
ブレード部材製造装置、回転成形体、および電子写真装置用ブレード
【課題】硬化時間が短い処方を成型する高サイクル成型に対しても、硬度や引張り強度、厚みのバラツキ無く、安定したブレード部材を成型できるブレード部材製造装置、回転成形体、および電子写真装置用ブレードを提供する。
【解決手段】本発明のブレード部材製造装置は、遠心成型金型20の一端側を加熱する固定ヒータ23を有する。固定ヒータ23で遠心成型金型20の一端側を加熱することにより、遠心成型金型20内の、一端側の雰囲気温度と他端側の雰囲気温度とが同等の温度となるようにする。
(もっと読む)
溶液流延法
1種の静態的で、閉鎖的な溶液流延法のステップは、溶質を溶剤調合製膜液に溶解させる;製膜盤をブラケットの上に置いて、ブラケットを調節して製膜盤を水平になさせる;製膜液を製膜盤に注ぎ込んで、そしてそれを製膜盤に均等で敷き広げさせる;製膜盤の上部に加熱装置をインストールする;製膜盤の周辺に冷却側板を環状に配置されて、製膜盤の下部に冷却マザーボードを配置され、冷却側板と冷却マザーボード間の連接できる中間層には冷却液がある;製膜盤、ブラケット、加熱装置、冷却側板、冷却マザーボードを保温材が構成される保温殻に密封する;加熱装置を起動して、製膜盤の中の製膜液に対して加熱を行い、製膜液の中の溶剤を完全に蒸発させる;引き続き加熱して完成品膜の結晶度をさらに向上させる;加熱を停止して、冷却マザーボードでの凝縮溶剤を排出させ、製膜盤から完成品膜を取り外す;当該方法の工芸は簡単で、設備は安く、製膜のコストは低く、完成品膜は結晶度が高く、各等方性があるなどのメリットを持っている。 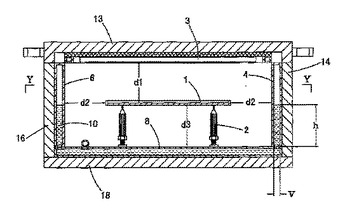 (もっと読む)
(もっと読む)
樹脂製タンクの製造方法
【課題】樹脂製マンドレルを使用して筒状のタンクを製造することで、離型処理や修理,補修が不要であり、安価でライナーレスのタンクを効率良く製造することが出来る樹脂製タンクの製造方法を提供する。
【解決手段】この発明の製造工程は、大きく分けて樹脂マンドレルの成形工程(1)と、筒状タンクの成形工程(2)と、マンドレルの脱型工程(3)とから構成され、成形モールド内へ熱可塑性樹脂材料から成る筒状体を配設してブロー成形により熱可塑性樹脂から成るマンドレルを成形し、マンドレルを脱型後、マンドレルの外周面に樹脂材料及び不織布による内層を形成した後、その外周面に少なくとも一層以上の繊維強化プラスチックを巻付けて加熱,加圧することにより繊維強化プラスチック層を形成し、この繊維強化プラスチック層の外周面に補強層及び最外層を形成した後、加熱,加圧してタンク本体を完成し、このタンク本体の内部から前記マンドレルを負圧吸引して脱型する。
(もっと読む)
シームレスベルトの製造方法
【課題】本発明の目的は、寸法不良が少なく、内周面の表面精度が良好で、半導電性ベルトに用いた場合は抵抗ばらつきのないシームレスベルトの製造方法を提供することにある。【解決手段】有機溶剤に溶解させた合成樹脂を第1金型内面または外面に塗布して樹脂皮膜を形成し、有機溶剤の一部を蒸発させて得られたフィルムを第1金型から離型し、前記フィルムに第2金型1を挿して硬化する工程を含むシームレスベルトの製造方法において、第2金型1の内表面に凹凸を有すること特徴とする。 (もっと読む)
無端ベルト製造用芯体、無端ベルト製造方法および無端ベルト
【課題】無端ベルトの取り外しが容易であり、内面に傷のない無端ベルトを製造することができる無端ベルト製造用芯体を提供すること。
【解決手段】軸方向に対して、中央部12の外径が両端部14の外径よりも大きく、直径方向に対する中央部12の外周面と両端部14の外周面との段差が0.3mm以上であることを特徴とする無端ベルト製造用芯体。
(もっと読む)
中空又は中実のFRP製成形品の成形方法
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
(もっと読む)
41 - 50 / 65
[ Back to top ]