
国際特許分類[B29C41/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 構成部品,細部または付属装置;補助操作 (540) | 型,コアまたはその他の基体 (127)
国際特許分類[B29C41/38]の下位に属する分類
型 (62)
国際特許分類[B29C41/38]に分類される特許
31 - 40 / 65
反射防止膜、反射防止膜の製造方法、反射防止膜用鋳型、反射防止膜用鋳型を用いて得られた反射防止膜及びレプリカ膜を用いて得られた反射防止膜
【課題】可視光領域の波長の光を照射した際に発色を生じることなく、可視光領域の波長の光に対して十分に優れた反射防止性能を有し、しかも簡便な方法で製造することが可能な反射防止膜を提供すること。
【解決手段】透明基材上に積層される反射防止膜であって、
前記反射防止膜が、透明樹脂と該透明樹脂中に分散された微粒子とからなり、前記微粒子の最近接粒子同士の中心間の平均距離が50〜800nmの範囲にあり、前記反射防止膜中の前記微粒子の配列構造がアモルファス構造であり、且つ、前記反射防止膜の表面に凸部の平均高さが40〜500nmの範囲にある凹凸形状が形成されていることを特徴とする反射防止膜。
(もっと読む)
流延方法、溶液製膜方法、流延装置、及び溶液製膜設備
【課題】面状故障を回避しつつ、効率よくフイルムを製造する。
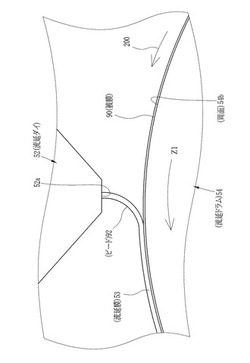
【解決手段】流延ドラム54は、軸54aを中心に回転する。流延ドラム54の回転により、周面54bが走行する。周面54bに走行により、周面54b近傍に同伴風200が発生する。同伴風200は、略方向Z1へ流れる。周面54bには、被膜90が形成される。被膜90の水接触角θは、85°未満である。流延ドープは、流出口52aから被膜90へ、流延ビード92を形成しながら、流出する。被膜90上に形成した流延膜は、冷却により、自己支持性が発現する。流延膜53を周面54bから剥ぎ取って湿潤フイルム68を得る。湿潤フイルム68は、渡り部65を介して、ピンテンタ13へ案内される。ピンテンタ13を経た湿潤フイルム68は、フイルム22となる。
(もっと読む)
環状シームレス成形体製造用の連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置

【課題】環状シームレス成形体の生産性に十分に優れた連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置を提供すること。
【解決手段】軸方向で互いに連結/切り離し可能な2個以上の金型ユニット1を連結させてなり、表面に樹脂溶液を塗布されて、環状シームレス成形体を製造するための連結式金型であって、金型ユニット1が軸方向について一方の端部の樹脂溶液塗布面に隆起した段差部5を有し、隣接する金型ユニット間において段差部を有する端部と段差部を有しない端部とが連結されている連結式金型、および該連結式金型を構成する金型ユニット。上記連結式金型に対して一端側から樹脂溶液を連続的に塗布する環状シームレス成形体の製造方法であって、個々の金型ユニットにおいて段差部を有する端部が樹脂溶液塗布方向の下流側になるように樹脂溶液を塗布する環状シームレス成形体の製造方法。上記連結式金型を有する環状シームレス成形体の製造装置。
(もっと読む)
環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法および製造装置
【課題】膜厚が比較的均一で、かつ破損のない成形体を十分に生産性よく製造できる環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法を提供すること。
【解決手段】軸方向で互いに連結/切り離し可能な2個以上の金型ユニットを連結させてなり、一端側から表面に樹脂溶液を連続的に塗布されて、環状シームレス成形体を製造するための連結式金型であって、樹脂溶液の塗布の際に金型ユニット間のつなぎ目に樹脂溶液を進入させないような構成とした連結式金型。上記連結式金型に対して一端側から樹脂溶液を連続的に塗布する環状シームレス成形体の製造方法。
(もっと読む)
環状シームレス成形体の製造用金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法
【課題】離型層に酸化劣化が生じても、酸化劣化が生じた金型部品のみを交換するか、または当該金型部品のみの離型層を再形成することが可能で、経済性に優れた環状シームレス成形体の製造用金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法。
【解決手段】外周面または内周面に有する離型層4の上に成形体用樹脂溶液3を塗布されて、環状シームレス成形体を製造するための金型1であって、樹脂溶液3の塗布領域内の少なくとも1箇所において分割面2が存在する金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法。
(もっと読む)
環状シームレス成形体製造用の連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置
【課題】膜厚が比較的均一で、かつ破損のない成形体を生産性よく製造できる環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法および製造装置を提供すること。
【解決手段】表面に樹脂溶液を塗布されて、環状シームレス成形体を製造するための金型であって、軸方向で互いに連結/切り離し可能な2個以上の金型ユニット1を連結させてなる連結式金型10。上記連結式金型10に対して一端側Aから樹脂溶液4を連続的に塗布する環状シームレス成形体の製造方法。上記連結式金型10を有する環状シームレス成形体の製造装置。
(もっと読む)
パウダースラッシュ成形型
【課題】金型シェルの変形時に、装着フレームに対する該金型シェルの装着位置がずれないようにする。
【解決手段】金型シェル20の外周に沿って設けた外郭フランジ部24の第1端縁24Aに、外郭フランジ部24を装着フレーム30に固定する1つの基準部50を設ける。また、外郭フランジ部24の基準部50から離間した第2端縁24Bに、外郭フランジ部24を装着フレーム30に保持する保持部60を設ける。保持部60は、基準部50と該保持部60とを結ぶ基準線Lに沿う第1方向において外郭フランジ部24が外側へ変位するのを許容すると共に、第1方向と直交する第2方向へ外郭フランジ部24が移動するのを規制する。更に、外郭フランジ部24に臨む第3保持部材40Cに第1当接部70を設けると共に、外郭フランジ部24の第1当接部70に臨む部位に第2当接部72を設ける。
(もっと読む)
円筒状芯体、ベルト管状体および画像形成装置
【課題】離型層の信頼性向上を図る。
【解決手段】円筒状芯体は、円筒状基体と、前記円筒状基体の表面に形成され樹脂を含有する離型層とを有し、前記離型層は、前記樹脂に層間剥離性を有するフィラーが含有され、前記フィラーは、前記樹脂100質量部に対し1質量部以上5質量部以下で含有され、さらに前記フィラーは、その表面が有機化処理されており、前記円筒状芯体を金型として用い、前記円筒状金型の表面に、樹脂を含有する樹脂溶液を塗布してベルト管状体が形成される。
(もっと読む)
複合フランジ、フランジを組み込むダクト及びフランジの製造方法
複合材料で作られるフランジ(1)、フランジ(1)の製造方法及びフランジ(1)を形成するためのマンドレル(3)を提供する。フランジ(1)は、実質的に三角形の断面を有する湾曲した中空部材を有する。フランジ(1)の製造方法は、複合材料を湾曲したマンドレル(3)の外側表面に適用する。マンドレル(3)は、湾曲され、中実の三角形の断面を有している。製造方法は、断面が実質的に三角形で、湾曲した中空部材を有するフランジ(1)を生成する複合材料を硬化する工程も含んでいる。 (もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】金型自体を大型化することなく高いクランプ圧力を確保した圧縮成形金型を提供する。
【解決手段】上型と、該上型に対向して配置され該上型に対して当接離反可能な下型110からなる圧縮成形金型100を備えた樹脂封止装置であって、下型110が、貫通孔106Aを有する枠状金型106と該貫通孔106A内を上型側に進退動可能な圧縮金型108を備え、枠状金型106を圧縮金型108から上型側へと付勢支持するばね112が配置され、枠状金型106には当該圧縮成形金型100の外部からの駆動力を受けることが可能な鍔部106Bが形成され、鍔部106Bを介して枠状金型106を上型側に付勢可能に構成する。
(もっと読む)
31 - 40 / 65
[ Back to top ]