
国際特許分類[B29C43/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (615)
国際特許分類[B29C43/18]に分類される特許
181 - 190 / 615
平坦でない固結させた石製品の製造方法
本願発明は、流し台、洗面台のような、平坦でない固結させた石製品を、真空振動圧縮を用いて製造する方法に関する。成形される物質が送り出される型は、当該方法で用いられる。当該方法は、2つまたはそれより多くの区別された色の製品を得ることを可能にする。 (もっと読む)
フッ素樹脂成形品及びその製造方法
【課題】ソリやタワミを生じさせにくい残留応力の少ないフッ素樹脂成形品及びその製造方法を提供する。
【解決手段】フッ素樹脂成形品の製造方法は、フッ素樹脂粉末2と、前記フッ素樹脂粉末2中に埋め込まれ、互いに隙間を隔てた状態で接合パイプ4により連結された複数の補強材3とを含む予備成形品に、焼成を施す工程を具備することを特徴とする。得られた成形品のうち、角槽などの一体層が半導体や液晶の薬液戦場工程で使用される。
(もっと読む)
チップ成形体とその製造方法

【課題】軟質ポリウレタンフォームチップのみからなる成形体よりもチップ成形体の全面を高い硬度にし、且つ成形体の重量を軽くすることができるチップ成形体とその製造方法を提供する。
【解決手段】本発明のチップ成形体20は、第1のチップ材と第2のチップ材とが混合されて第1のチップ片24と第2のチップ片26とが均一に分散している混合材料が押し固められると共に、第1及び第2のチップ片が接着剤で結合されて一体化したチップ成形体である。第1のチップ材は、軟質ポリウレタンフォームが粉砕されて形成された第1のチップ片の集合物である。第2のチップ材は、熱可塑性樹脂発泡体が粉砕されて形成された第2のチップ片の集合物である。ここで、第1のチップ材の嵩密度と第2のチップ材の嵩密度が同等になるように第1のチップ片と第2のチップ片の少なくともどちらか一方の平均外形寸法が調節されている。
(もっと読む)
積層構造体、積層構造体の製造方法、および積層構造体の製造装置
【課題】剛性を低下させることなく、軽量化を図ることができる積層構造体を提供すること。
【解決手段】外装パネル10は、金属製の板材11と、この板材の表面に一体化して設けられた樹脂製のリブ12と、からなる。よって、板材11を薄肉化しても、リブ12により外装パネル10の剛性を向上できるので、剛性を低下させることなく、軽量化を図ることができる。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】クラックがなく、そのために良好な外観、高剛性を備えたFRPを圧縮成形により短時間で製造する。
【解決手段】実質的に連続した強化繊維に熱硬化性樹脂組成物を含浸したプリプレグを有する繊維強化複合材料と、該繊維強化複合材料の内部に配置されたコア材とを具備する成形材料を成形型で圧縮成形する成形工程を有する繊維強化複合材料成形品の製造方法であって、前記コア材は、軽量化充填剤を配合した熱硬化性樹脂組成物を成形した軽量コアである。軽量化充填剤としては、ガラス微小中空球、発泡プラスチックビーズなどが好適である。
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法
【課題】シリコン製中子型を使用する際に脱型を容易にする中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法を提供する。
【解決手段】後縁用シリコン製中子型51上に第1離型フィルムとしての内側離型フィルム52を被覆し、この内側離型フィルム52上に第2離型フィルムとしての外側離型フィルム54を被覆する第1工程と、外側離型フィルム54上に中空構造用プリプレグとしての後縁用プリプレグ28Pを積層した後に、後縁用プリプレグ28Pに圧力を加えて後縁用シリコン製中子型51に内側離型フィルム52、外側離型フィルム54を介して後縁用プリプレグ28Pを密着させて後縁用プリプレグ成形体28を得る第2工程と、後縁用シリコン製中子型51を内側離型フィルム52と共に長尺方向から脱型する第3工程と、を含む。
(もっと読む)
1つの方法により製造された複合物品
本明細書中で開示されているのは、ポリマー特にフルオロポリマーと炭素繊維とを含む、圧密または緻密化された複合物品である。 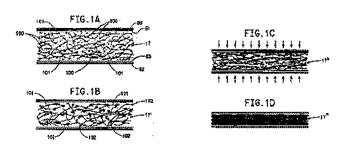 (もっと読む)
(もっと読む)
繊維強化樹脂、繊維強化樹脂の製造方法、繊維強化樹脂の製造装置
【課題】強度と寸法精度に優れた繊維強化樹脂を製造し、量産時の製品の品質のばらつきを抑制する。
【解決手段】成形型のキャビティ部に強化繊維基材を設置し、成形終了時よりも距離X1開いた状態の成形型のキャビティ部に樹脂を注入する第1工程、キャビティ部の樹脂を排出させながら、成形終了時よりも距離X2開いた状態まで成形型を閉じる第2工程、キャビティ部の樹脂排出を停止し、型締め圧を予め設定した値に保持して樹脂を硬化させながら、成形終了時の距離まで成形型を閉じる第3工程を、この順序で行う。これによって強化繊維基材に樹脂を均質に含浸させ、適切な樹脂量を確保しつつ、製品にヒケが発生するのを防止して樹脂を硬化させることができる。
(もっと読む)
181 - 190 / 615
[ Back to top ]