
国際特許分類[B29C43/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (615)
国際特許分類[B29C43/18]に分類される特許
161 - 170 / 615
圧縮成形法及び同成形法により成形される強化熱可塑性部品
繊維強化部品は、異なる長さを有し、かつ当該部品のほぼ全体に亘ってランダムに配向した繊維で強化した圧縮成形熱可塑性樹脂により形成される。 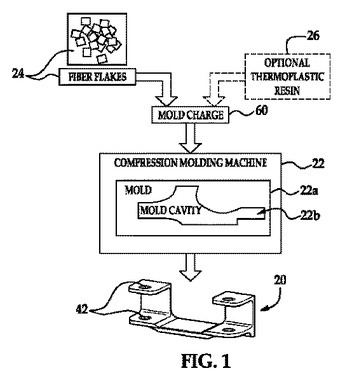 (もっと読む)
(もっと読む)
繊維強化成形体及びその製造方法
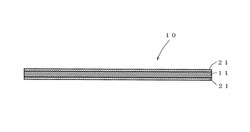
【課題】軽量、薄肉、高剛性に優れる繊維強化成形体の提供を目的とする。
【解決手段】芯材11と、芯材11の両面に積層された繊維補強材21とから構成し、芯材11は、連続気泡を有する熱硬化性樹脂発泡体に熱硬化性樹脂が含浸して熱硬化性樹脂発泡体を圧縮した状態で熱硬化性樹脂が硬化したものであって、圧縮率が200〜5000%の範囲のものからなり、繊維補強材21は、炭素繊維織物に熱硬化性樹脂が含浸して硬化したものからなり、含浸後の熱硬化性樹脂の樹脂比率が50〜80%であり、芯材11と繊維補強材21を、熱硬化性樹脂発泡体に含浸した熱硬化性樹脂と炭素繊維織物に含浸した前記熱硬化性樹脂の硬化により一体化した。
(もっと読む)
金属箔積層体の製造方法

【課題】良好な外観を有する金属箔積層体を製造する。
【解決手段】樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ層構成を有する第2積層体9を作製する。その後、この第2積層体9をその積層方向に一対の熱盤で加熱加圧して、樹脂含浸基材2の両側に一対の銅箔3A、3Bが貼着された金属箔積層体を製造する。これにより、各銅箔3と各SUS板6との間に各スペーサー銅箔5が介在しているため、銅箔3に凹凸が生じる事態は生じない。また、各熱盤と各SUS板6との間に各アラミドクッション7が介在しているため、熱盤から金属箔積層体へ伝わる熱量が増大して過昇温が起こる事態は生じない。
(もっと読む)
超音波診断装置用レンズ及びその製造方法
【課題】高い電磁シールド性を発揮する超音波診断装置用レンズ及びその製造方法を提供すること。
【解決手段】シリコーンゴム組成物で形成されたキャップ10と、キャップ10の内表面に密設された銅薄膜11とを備えて成り、前記銅薄膜は伸びが4〜12%であることを特徴とする超音波診断装置用レンズ2、並びに、凸部を有する第1金型と前記凸部が進入可能な凹部を有する第2金型とを備えて成る成形金型を用いて、前記凸部と前記凹部との間に配置された銅薄膜とシリコーンゴム組成物とを圧縮成形することを特徴とする請求項1又は2に記載の超音波診断装置用レンズの製造方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】コーナー部を有する繊維強化プラスチックの製造方法において、コーナー部における局所的な厚肉化の抑制、さらには板厚の制御可能な繊維強化プラスチックの製造方法を提供する。
【解決手段】コーナー部を有する強化繊維積層体に含浸されたマトリックス樹脂を硬化させてなる繊維強化プラスチックの製造方法であって、少なくとも、(a)コーナー部を有する雌型内に配置する強化繊維積層体配置工程、(b)少なくともコーナー部にプレッシャープレートを配置するプレッシャープレート配置工程、(c)前記雌型と前記プレッシャープレートの隙間にスペーサーを配置するスペーサー配置工程、(d)バギング材で全体を覆うバギング工程、(e)前記バギング材内部を真空吸引しながら、前記強化繊維積層体を前記雌型に接触させるとともに、前記強化繊維積層体を薄肉化させる薄肉化工程、を有することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
回路基板組成物及びその製造方法
【課題】優れた耐高温の物理的性質を有し、0.5時間圧力釜テストした後、288℃のはんだ炉の中でその安定性が600秒以上である回路基板組成を提供すること。普通の1 oz銅箔を使っても、10 lbf/inch以上のピール強度を実現することができる回路基板を提供すること。現在一般的に使われている銅箔基板より、吸湿率がより低い回路基板を提供すること。低い臭素含量でも、UL94 V-0難燃標準に達する難燃組成回路基板を提供すること。
【解決手段】回路基板樹脂組成物が、(A)ハロゲンエポキシ樹脂と触媒第四アンモニウム塩とを混合し、イソシアネートと反応して得た、改質オキサゾリドンを含むハロゲンエポキシ樹脂と、(B)二つまたは二つ以上のエポキシ基を含むエポキシ樹脂と、(C)硬化剤と、(D)硬化促進剤とからなること。
(もっと読む)
板状ゴム製品の加硫成形方法および板状ゴム製品
【課題】板状の未加硫ゴムの表面に不織布を貼り付けて加硫成形する際の不織布の貼り付け作業性を改善するとともに、加硫成形した後の板状ゴム製品において不織布の剥離を抑えられる板状ゴム製品の加硫成形方法および板状ゴム製品を提供する。
【解決手段】見かけの嵩密度が0.2g/cm3〜3.0g/cm3の不織布7を上カバーゴム1および下カバーゴム2の表面に貼り付けた未加硫のゴム成形体9を成形し、このゴム成形体9を加硫金型の上型11および下型12によって押圧しつつ加熱することにより、不織布7の繊維の隙間に未加硫ゴムを混入させるとともに未加硫ゴムを加硫し、これにより加硫成形された板状ゴム製品の表面に不織布7を埋設した状態にする。
(もっと読む)
導電性シート
【課題】カレンダー成形、押出成形のような溶融賦形法による成形方法から得られるシートでも良好な導電性を発揮し、かつインレイド調とは異なる意匠を有する導電性シートを提供する。
【解決手段】熱可塑性樹脂100重量部に対して、導電性繊維2を20〜100重量部と粒子3を20〜100重量部含有する熱可塑性樹脂組成物を溶融賦形法により成形してなり、上記粒子3が成形中に形状を保持する導電性シート1であって、上記粒子3は公称目開き1mmのふるいを通過し公称目開き106μmのふるいを通過せず、粒子3が球形、円柱形などの立体形状の場合は短径と長径の比が1:1〜1:5であり、粒子3が板状、フィルム状などの扁平な形状の場合は短径と長径の比が1:5〜1:100であることを特徴とする。
(もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
モールド成形体
【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
161 - 170 / 615
[ Back to top ]