
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
231 - 240 / 1,429
繊維強化複合材製の部品の構造及びその製造方法
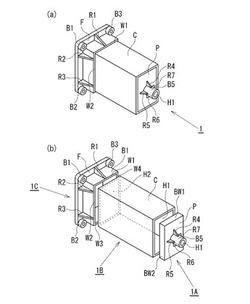
【課題】剛性強度が必要なFRP製部位と、剛性強度は特に必要ないが凹凸形状を含む樹脂部位とを一体化して成る部品の剛性強度を高め、かつ当該部品の生産性を向上させた繊維強化複合材料製の部品の構造及びその製造方法を提供する。
【解決手段】構造材用反応射出成形により連続繊維で強化された熱可塑性樹脂からなる剛性強度を高めた筒状骨格部1Bと、該熱可塑性樹脂と同系統の、溶着性が高い熱可塑性樹脂で前記筒状骨格部材の両端の開口を覆う凹凸構造1A、1Cと、からなる部品1。特に、その製造方法では、構造材用反応射出成形で用いた熱可塑性樹脂が重合しない間に、同系統の熱可塑性樹脂を筒状骨格部材1Bの周りを囲む金型キャビテイに射出成形し、剛性強度の高い部品1。
(もっと読む)
射出成形装置および射出成形方法

【課題】射出成形による成形体の安定した品質を確保することができる射出成形装置を提供する。
【解決手段】加熱溶融された樹脂を成形する射出成形装置1であって、樹脂流動部18を有する成形用金型16と、樹脂流動部18に不活性ガスを供給するための不活性ガス供給手段24と、加熱溶融された樹脂を樹脂流動部18に射出した後の樹脂流動端末部の樹脂を成形用金型16内で所定の形状に熱加工するための熱加工部材20と、を有する射出成形装置1である。
(もっと読む)
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法
本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
屋外設置用透明成形体
【課題】特定のポリカーボネート樹脂組成物からなる透明性、耐候性、湿熱安定性、防汚性に優れる屋外設置用透明成形体を提供する。
【解決手段】ポリカーボネートコポリマーを含み、かつケイ素含有量が、0.2〜2質量%である特定のポリカーボネート樹脂100質量部に対し、紫外線吸収剤を0.001〜1質量部、特定のリン化合物を0.01〜0.08質量部とを含有する芳香族ポリカーボネート樹脂組成物を成形して得ることができる。
(もっと読む)
樹脂成形品
【課題】本発明の課題は、耐薬品性とヒケ、ソリのバランスに優れた成形品を提供することにある。
【解決手段】結晶性樹脂(A)と非晶性樹脂(B)を含む成形品であって、該成形品の厚みが2.5〜8mmであり、かつ該成形品の(A)と(B)の分散状態が、表面部分は偏在し内面部分は均一に分散していることを特徴とする、上記成形品。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】この発明に係るカーボン粉粒複合樹脂の成形方法は、鍋状成形品の底面中央外壁の相当部分に設けられ、ロッドを内在してゲート1を配した吐出管4を備えた成形金型10を用いて、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形するカーボン粉粒複合樹脂の成形方法において、射出直後に成形金型の保持圧を一時的に解放した後、直ちにロッドを降下させるとともに成形金型の保持圧を回復させるようにしたものである。
(もっと読む)
自動車部品用発泡成形体の製造方法およびその発泡成形体
【課題】比較的長い繊維長を有する有機繊維を用いた場合であっても繊維塊の発生を抑制ないし防止することができ、製品強度に優れ、外観良好な発泡成形体を得ることができる自動車部品用発泡成形体の製造方法を提供すること。
【解決手段】物理発泡剤を溶解した繊維強化ポリオレフィン樹脂組成物を、金型の金型キャビティ内に供給し、充填する充填工程、および、充填完了後、前記金型を所定量開くことにより前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程、を有し、前記充填工程において、前記繊維強化ポリオレフィン樹脂組成物の前記金型キャビティ内への供給が、前記金型を所定量開いた状態で開始され、前記繊維強化ポリオレフィン樹脂組成物を供給しながら、または供給完了後に前記金型を型締めすることにより前記繊維強化ポリオレフィン樹脂組成物を前記金型キャビティ内へ充填することを特徴とする自動車部品用発泡成形体の製造方法。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、内在するロッドの上死点近傍外壁の接点位置にゲート1を設けた吐出管4を、鍋状成形品の底面中央外壁の相当部分に配した金型10を用い、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形方法であって、射出直後にロッドを降下させて加圧させた後、圧力を解放、さらに回復させるようにしたことを特徴とする。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、ロッドを内在する吐出管4を設けた金型10に、ロッドの上死点直下にゲート1を設け、ゲートからカーボン粉粒とフェノール樹脂を含む混合物である成形材料を注入して加熱・加圧によるカーボン粉粒複合樹脂の成形方法であって、金型内への射出による注入直後に保持圧を解放してロッドを降下させて吐出管内にある成形材料を追加注入した後、金型の保持圧を回復させるようにしたことを特徴とする。
(もっと読む)
射出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる射出発泡成形体
【課題】高発泡倍率で金型転写性が良好で、ソフト感かつ耐熱性に優れた射出発泡成形体を提供しうる射出発泡成形用熱可塑性エラストマー組成物の提供。
【解決手段】(A1)メルトフローレートが1g/10分以上80g/10分以下、(A2)タイプA硬度が50以上90以下、(A3)示差走査熱量計法による測定において得られるDSC曲線から算出される100℃以上での融解熱量(ΔH100)が4mJ/mg以上である熱可塑性エラストマー(A)50重量%以上97重量%以下と、(B1)メルトフローレートとメルトテンションとの特定要件を満たし、かつ(B2)歪み硬化性を示す改質ポリプロピレン系樹脂(B)3重量%以上50重量%以下を含んでなる射出発泡成形用熱可塑性エラストマー組成物
(もっと読む)
231 - 240 / 1,429
[ Back to top ]