
国際特許分類[B29C45/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | 軸方向に間隔を置いて配置されている複数の金型キャビティを有するもの (74)
国際特許分類[B29C45/32]に分類される特許
1 - 10 / 74
射出成形装置及び射出成形方法
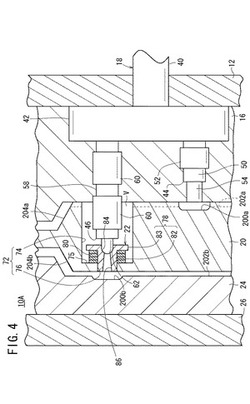
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法

【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
中間金型支持装置および金型装置
【課題】中間金型を適切に支持する中間金型支持装置を提供する。
【解決手段】中間金型支持装置1は、固定金型と、固定金型に対向して水平移動可能な可動金型と、固定金型と可動金型との間で水平移動可能に構成された中間金型とを備えた金型装置における中間金型を支持し、中間金型とともに移動可能に構成されている。さらに、中間金型支持装置1は、中間金型を昇降させる昇降機構11を有している。
(もっと読む)
射出圧縮成形機
【課題】スタックモールドを採用しても、各キャビティに連通している樹脂通路に供給する溶融樹脂のノズルを固定金型側に設けることができる射出圧縮成形機を提供すること。
【解決手段】射出圧縮成形機1は固定金型10と中間金型20と可動金型30を備えている。固定金型10と中間金型20との間には第1のキャビティ40が形成され中間金型20と可動金型30との間には第2のキャビティ50が形成されている。固定金型10にはノズル12と連通可能な一次樹脂通路14が設けられ、中間金型20には一次樹脂通路14と連通可能な二次樹脂通路22、24が設けられている。射出圧縮成形機1には、各キャビティ40、50に射出した溶融樹脂Mを圧縮する型締めにともなって、一次樹脂通路14と二次樹脂通路22、24との連通部に形成される捨てキャビティ60に充填されている溶融樹脂Mを逃がし可能な樹脂排出機構16、26が設けられている。
(もっと読む)
射出成形金型、樹脂成形品、および樹脂成形品の製造方法
【課題】成形品がアンダーカット部を有する場合であっても、成形品の多数個取りが可能であり、成形品に見合った大きさで簡易な構造の射出成形金型、および該金型を用いて製造された樹脂成形品、並びに該金型を用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形金型1は、固定型と可動型3とスライドコア4とを有し、中空部を有する樹脂成形品を多数個取りするための金型であって、固定型と可動型3とのパーティングラインが1ヶ所であり、該射出成形金型における成形キャビティが、可動型の可動方向に直列にスライドコア4により分けられて複数形成され、成形品の中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲート6が該コアピン5に形成されている。
(もっと読む)
軸受保持器用金型、軸受保持器、および軸受保持器の製造方法
【課題】樹脂製の軸受保持器を多数個取り可能な射出成形金型であって、構造が複雑でなくコンパクトな軸受保持器用金型、および該金型を用いて製造された潤滑油流動性や保持器強度に優れる軸受保持器、並びに該金型を用いた軸受保持器の製造方法を提供する。
【解決手段】ラジアル軸受の軸受保持器9を樹脂組成物の射出成形で多数個取りするための軸受保持器用金型1であり、固定型2と可動型3とスライドコア4とを有し、固定型2と可動型3とのパーティングラインが1ヶ所であり、該金型における成形キャビティが、可動型3の可動方向に直列にスライドコア4により分けられて複数形成され、保持器9の内径側中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲートが該コアピン5に形成されており、スライドコア4の可動方向内側に、保持器9のポケット部を形成するためのポケット形成用凸部4cが設けられている。
(もっと読む)
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】電子部品の樹脂封止成形装置の全体形状が大型化されるのを抑えると共に、電子部品の樹脂封止成形品(樹脂成形済基板14)の品質向上と生産性とを向上する。
【解決手段】少なくとも二組の樹脂成形型6・7を上下方向又は左右方向へ直列配置すると共に、各樹脂成形型6・7における樹脂材料供給用ポット6f・7fの夫々に樹脂加圧用プランジャ17の先端加圧部17aを摺動可能な状態で且つ同じ方向から夫々嵌入して構成することにより、樹脂成形装置の全体形状が各樹脂成形型6・7の直列配置方向へ大型化されるのを抑える。また、各樹脂成形型6・7を直列配置することにより、各樹脂成形型6・7の型開閉機構等を兼用することが可能となり、従って、各樹脂成形型6・7における型締圧力や樹脂材料に対する樹脂加圧力等の樹脂成形条件の均等化を図り得て、均等で且つ高品質を備えた電子部品の樹脂封止成形品14を高能率生産することができる。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
注出口栓、注出口栓の製造法及び包装容器
【課題】局所的加熱のための特殊な熱源を必要とせず、短時間で容器に接着可能であって、周辺部の熱に弱い部分を熱変形、損傷から保護することができる注出口栓、注出口栓の製造法及び包装容器を提供する。
【解決手段】液体用紙容器の注出孔3に設けられる注出筒4及び、注出筒と一体化して注出孔内周辺の容器内壁又は外壁と接合するフランジ5を有するスパウト6と、好ましくはスパウトを覆うスクュー・キャップ若しくはヒンジ付きキャップと、容器開封手段の、スパウトを封止するように内蔵された破断可能なプルタブ若しくは易開封性封止膜用カッターとからなる注出口栓であって、容器壁と接合するフランジシール層が、加熱手段による加熱を促進する加熱促進材を含む。
(もっと読む)
1 - 10 / 74
[ Back to top ]