
国際特許分類[B29C45/53]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200) | 射出ラムまたはピストンを用いるもの (163)
国際特許分類[B29C45/53]の下位に属する分類
可塑化スクリューを有するもの (71)
国際特許分類[B29C45/53]に分類される特許
1 - 10 / 92
モールディング装置
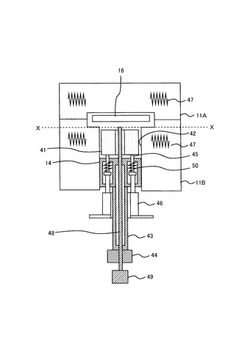
【課題】半導体装置を覆う樹脂の融解むらを低減するモールディング装置を提供する。
【解決手段】融解したモールディング材料が流し込まれる型と、型に設けられ、融解する前の固形のモールディング材料が設置されるセットポッドと、モールディング材料を融解させる温度に熱せられ、モールディング材料を型に押し込むプランジャと、プランジャの固体のモールディング材料に接する面から前記モールディング材料側に突出可能に設けられた持ち上げ部材と、を備えるモールディング装置。
(もっと読む)
射出装置

【課題】低速工程、高速工程、及び増圧工程に特化した制御を実現することができる射出装置を提供すること。
【解決手段】射出装置11は、低速工程用シリンダ30と低速工程用モータM2を有する低速工程用ユニットU2を備える。また、射出装置11は、高速工程用シリンダ40とアキュムレータ46を有する高速工程用ユニットU3を備える。射出装置11は、増圧工程用シリンダ18と、増圧工程用シリンダ18を駆動させる作動用モータM1及び作動用シリンダ20を有する増圧工程用ユニットU1を備える。型部Kには、増圧工程用ユニットU1のロッド18cが機械的に連結されるとともに、増圧工程用ユニットU1には、低速工程用ユニットU2のロッド30cが機械的に連結され、さらに、低速工程用ユニットU2には高速工程用ユニットU3の第1ロッド40cが機械的に連結されている。
(もっと読む)
射出装置
【課題】応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置11において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出シリンダ17の第2ロッド17dには、射出シリンダ17の移動速度を制御する制御ユニットSが接続されている。この制御ユニットSは、第2ロッド17dの移動に追従して第2ロッド17dと同一方向へ移動可能な回転軸24と、第2ロッド17dの直線運動を回転軸24の回転運動に変換するナット25と、回転軸24の他端に連結されたブレーキディスク26と、を有する。制御ユニットSはブレーキディスク26に摺接して摩擦抵抗を発生させる第1及び第2ブレーキパッド27a,27bと、駆動用モータM1によって移動する駆動用ナットN1と、駆動用ナットN1の移動に追従して第2ブレーキパッド27bをブレーキディスク26に対し移動させる移動機構と、を有する。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】制御装置15は、低速射出においては、ピストンロッド25に固定された継手27に対して出力部材71が前進方向へ当接した状態で、駆動装置11の駆動力のみによりプランジャ5を駆動し、高速射出においては、着脱部13による連結が解除された状態で、シリンダ装置7の駆動力のみによりプランジャ5を駆動し、また、ピストンロッド25を被駆動部に対して相対的に前進させ、プランジャ後退においては、着脱部13による連結がなされた状態で、駆動装置11の駆動力によりプランジャ5を後退させる。
(もっと読む)
成形機における射出装置
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、プランジャー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられたノズル14と、溶融器2を加熱する加熱手段6とからなること。溶融器2はプランジャー3とノズル14との間に配置されると共に溶融孔器2の流入側大開口22a側の面をプランジャー3の先端と対面する流入側面部21aとし、流入側面部21aと反対側でノズル14と対面する面を流出側面部21bとし、且つプランジャー3の先端面の形状は、溶融機2の流入側面部21aと同一形状としてなること。
(もっと読む)
成形機の射出装置
【課題】射出プランジャを駆動する液圧装置を小型化できる成形機の射出装置を提供する。
【解決手段】射出装置5は、キャビティCaへ成形材料を押し出す射出プランジャ11と、射出プランジャ11を駆動するシリンダ装置13と、作動液を送出可能なポンプ15と、ポンプ15を駆動するモータ17と、圧力が付与された作動液を保持するアキュムレータ19と、シリンダ装置13への作動液の供給を制御する液圧回路321と、液圧回路321及びモータ17を制御する制御装置22とを有し、液圧回路321及び制御装置22は、ポンプ15によりアキュムレータ19を蓄圧し、高速射出をアキュムレータ19からシリンダ装置13への作動液の供給により行い、増圧及び射出プランジャ11の後退をポンプ15からシリンダ装置13への作動液の供給により行うように構成されている。
(もっと読む)
射出装置
【課題】射出シリンダの高加速化を実現すること。
【解決手段】作動用シリンダ23のピストン23pを作動させることにより、ヘッド側室23hから作動油を押出す。その一方で、作動用シリンダ23のピストン23pの作動に合わせて収容シリンダ24のピストン24pを作動させ、収容シリンダ24のヘッド側室24hに作動油を流入させる。そして、作動用シリンダ23のピストン23pの動作速度が所望速度に到達したタイミングで、収容シリンダ24のピストン24pの作動を停止させる。
(もっと読む)
成形機における射出装置
【目的】投入した多数のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口11aを備えたシリンダー1と、シリンダー1内に配置されると共に軸方向に往復するプランジャー3と、プランジャー3を軸方向に往復移動させる駆動手段4と、錐体状の通路で且つ流入側大開口22aと流出側小開口22bとからなる多数の溶融孔22を有する溶融器2と、シリンダー1の射出側に設けられたノズル14と、溶融器2を加熱する加熱手段6とからなること。溶融器2はプランジャー3とノズル14との間に配置されると共に流入側大開口22aはプランジャー3に対面してなること。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置52と、リンク機構56とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置52は、被駆動部(ナット65)を有し、ナット65をピストンロッド25に交差する方向において駆動可能である。リンク機構56は、ナット65の前記交差する方向における運動をピストンロッド25に平行な方向の運動に変換してピストンロッド25に伝達可能である。
(もっと読む)
1 - 10 / 92
[ Back to top ]