
国際特許分類[B29C45/54]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200) | 射出ラムまたはピストンを用いるもの (163) | 可塑化スクリューを有するもの (71)
国際特許分類[B29C45/54]に分類される特許
1 - 10 / 71
プリプラ式の射出成形機のパージ方法、ゴム製品の製造方法
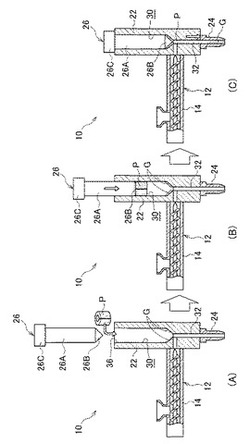
【課題】プランジャの先端と当該先端に対向する射出筒の内壁との隙間に残留するゴムを除去する。
【解決手段】ゴム材料を用いてゴム製品を成形する射出成形機の射出筒から円錐形状の先端部を備えたプランジャを抜く第1工程と、前記第1工程後において、ストローク端に位置する前記プランジャの先端と当該先端に対向する前記射出筒の内壁との隙間の体積以上である体積を有する円筒状の前記ゴム材料を、前記射出筒の内周面に沿うように前記射出筒に入れる第2工程と、前記第2工程後において、前記プランジャを前記射出筒に入れてストローク端まで前進させる第3工程と、を含む。
(もっと読む)
射出成形機の材料供給装置

【課題】組立調整のときに複数の供給スクリュ間の位相が容易に調整可能で、かつ、分解前後での供給スクリュ間の位相の復元が容易な射出成形機の材料供給装置を提供すること。
【解決手段】第1,第2供給スクリュ12a,12bは、接続部材24a,24bを介してモータ30に結合されているギア28a,28bを備えた動力軸26a,26bに連結され、スクリュ溝16aとスクリュ溝16bとが互いに反対向きになるようならせんの溝を持つ構造を有し、スクリュフライト14a,14bが相手側のスクリュ溝16a,16bにせり出すような配置で、それぞれの回転軸を平行に材料供給装置本体10の内部に2本並べて併設され、接続部材24a,24bは、一端に前記供給スクリュまたは前記動力軸と位相を合わせて結合するための位相合わせ部と他端に該動力軸または該供給スクリュと位相が自由な位置で結合可能な結合部を備えた射出成形機の材料供給装置。
(もっと読む)
射出成形機及び樹脂成形品の製造方法
【課題】スクリューによる樹脂の可塑化を行わずに、溶融樹脂を十分に攪拌して均質な樹脂成形品を得ることができる射出成形機及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】射出成形機1は、射出プランジャー22を射出方向に押し出して溶融樹脂をノズル24から射出する射出部20と、溶融樹脂を射出シリンダー21内に押し込む押込プランジャー15を有し、射出部20とは別に設けられた可塑化部10と、を備える。射出成形機1は、射出プランジャー22を回転させる射出駆動部22aを備え、射出プランジャー22には、回転に伴って射出シリンダー21内の溶融樹脂を攪拌する攪拌部26が設けられており、攪拌部26は、射出方向に延在する細径部27と、細径部27の外周面から径方向に突出する突起28と、を有することを特徴とする。
(もっと読む)
射出装置
【課題】ペレット状の樹脂材料を供給する際に生じるブリッジ現象を防止し、あるいは発生したブリッジ現象を効率よく解消し、また射出部では重力に逆らった方向への溶融樹脂の射出をも可能とする。
【解決手段】ペレット状の樹脂材料が材料供給部40によって射出部10に供給され、射出部10において樹脂材料を溶融して金型30に射出する構成の射出装置であって、材料供給部40は、射出部10の内部に通じる筒状の供給路44と、この供給路に内蔵されたスクリュー50と、このスクリューをその軸線回りに回転させる駆動機構54とによって構成されている。この駆動機構54によってスクリュー50を供給路44内で回転させることにより、ペレット状の樹脂材料が射出部10の内部に供給される。
(もっと読む)
射出成形方法及び射出成形装置
【課題】プリプラ式射出成形装置を用いて、次ショットの際の樹脂混じりが殆どない二層構造の樹脂成形品を成形する射出成形方法を提供する。
【解決手段】樹脂原料30b,40bを可塑化溶融する可塑化装置3,4と、溶融樹脂3b,4bを金型6内に射出する射出装置IUが独立して設けられたプリプラ式射出成形装置IMDにおいて、第一の可塑化装置3の第一樹脂流路3aが射出シリンダ1の合流樹脂流路1aに接続されていると共に、第二の可塑化装置4の第二樹脂流路4aが、第一の可塑化装置3よりも射出ノズル5側に接続されており、規定量の第二の溶融樹脂4bを射出シリンダ1の合流樹脂流路1aに送り出して充填したのち、第一の溶融樹脂3bを射出シリンダ1の合流樹脂流路1aに送り出して充填し、射出シリンダ1内の第一の溶融樹脂3bと第二の溶融樹脂4bを、射出プランジャ2によって一度に金型6内に射出する構成とする。
(もっと読む)
溶融樹脂充填装置
【課題】溶融樹脂材料の品質が低下し難い溶融樹脂充填装置を提供する。
【解決手段】繊維が混合された樹脂材料Aを収容可能に、軸芯Xを鉛直方向に沿わせてある縦シリンダ3と、縦シリンダ3内に収容された樹脂材料Aを加熱溶融可能なヒータ4と、縦シリンダ3内で溶融された溶融樹脂材料を、当該縦シリンダ3の下端側に配設した連通口14を介して受け取る横シリンダ8と、連通口14を開閉自在な開閉部材15と、横シリンダ8内に収容された溶融樹脂材料を金型に向けて押出可能なプランジャ9とを備えた。
(もっと読む)
射出成形機用射出装置
【課題】低生産性、低効率、溶融材料の漏れ、溶融材料の流れの停滞およびそれによる分解といった従来の射出装置の問題点のうち少なくともいくつかを解決する。
【解決手段】射出成形機用射出装置が提供される。当該射出成形機用射出装置は、フランジと、シャットオフノズルと、充填シリンダと、上記フランジに接続される射出シリンダとを具備する。上記充填シリンダは、溶融材料を上記シャットオフノズルを介して上記射出シリンダに供給し、上記フランジの内部には、上記射出シリンダに相互接続する射出経路が設けられ、上記射出シリンダは当該射出経路を介して射出を行うことが可能である。上記充填シリンダの内部には、充填スクリューが設けられ、当該充填スクリューの前部には、上記シャットオフノズルの入口を塞ぐことが可能な充填シャットオフアセンブリが設けられる。上記射出シリンダには射出スクリューが設けられる。
(もっと読む)
ガス抜き手段を備えたスクリュプリプラ式射出装置
【課題】樹脂の可塑化溶融が完了して、その樹脂が盛んにガスを発生させたあとの溶融樹脂の流路からガス排出させるのにあたり、バラツキのない精密計量と、長期間の高排出効率の維持が望まれる。
【解決手段】そこで、樹脂を可塑化スクリュで可塑化溶融する可塑化部と、可塑化部から供給される溶融樹脂で射出プランジャを後退させて計量したあと射出する射出部と、それらを連通する連通路と、連通路を開閉させる逆流防止手段とを含むスクリュプリプラ式射出装置において、そのスクリュ先端の前方から連通路の射出部側の開口までの間の溶融樹脂の流路途中に、その流路を担う内孔と、その内孔の内周面に開口する通気孔とを有する通気部材を含むガス抜き手段を備えて、溶融樹脂が射出部に供給され計量される前に、その流路内のガスを射出装置外部に排出させる。さらに、ガス抜き手段が逆流防止手段よりも可塑化部側の溶融樹脂流路に配置されると良い。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】可塑化シリンダー101内の加熱原料から発生して当該可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内壁面に至ったガス成分の流れに沿うようにして機外雰囲気Y中の空気を、前記可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内部空間Xに導き入れる外気取入れ連通路202aを設けて、両者の接続部分に形成される段差部Sによるガス成分の貯留状態を回避して吸引装置等を配置したガス排出経路におけるガス成分の流動性を良好に確保するように構成したものである。
(もっと読む)
混練機、射出成形装置及び被混練物の計量方法
【課題】被混練物をペレット化せずに計量して吐出することが可能な混練機を提供する。
【解決手段】軸状のスクリュー部8と、スクリュー部を囲繞するように設けられたシリンダー部9と、を有し、シリンダー部とスクリュー部との間の混練空間Sに、スクリュー部の内部側に設けられた循環流路を通して被混練物Wを循環させて混練を行う混練機2であって、スクリュー部を軸線方向に貫通する計量シリンダー部16と、スクリュー部の外周部と計量シリンダー部との間に貫通し循環流路の一部を構成する第1の流路17と、計量シリンダー部に軸線方向に進退可能に内嵌されたプランジャー部18と、を備え、第1の流路とスクリュー部の先端部8bとの間に循環流路の他を構成する第2の流路を形成する循環状態と、第1の流路とスクリュー部の先端部との間を閉止するとともに計量シリンダー部に被混練物を出入れ可能とする計量状態とを、プランジャー部の位置で切り替える。
(もっと読む)
1 - 10 / 71
[ Back to top ]