
国際特許分類[B29C45/68]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 型開き,型閉めまたはクランプ装置 (585) | 液圧―機械式 (27)
国際特許分類[B29C45/68]に分類される特許
1 - 10 / 27
トグル式型締装置の可動プラテン位置測定方法
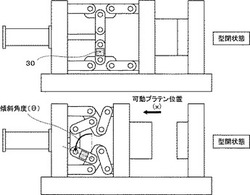
【課題】 トグル式型締装置において、金型を開閉する際の可動プラテンの位置を、簡素な計測手段によって測定する方法である。
【解決手段】 型開閉動作中において、リンク機構のリンク部材に取り付けられた傾斜センサーにより、リンク部材の傾斜角度を測定し、測定された傾斜角度から可動プラテンの位置を制御装置によって換算する。換算された可動プラテンの位置にもとづいて、型開閉速度制御や停止位置の制御を行なう。計測手段の部品点数が少なくなるとともに、省スペース化が図られる。
(もっと読む)
型締装置の作動方法および型締装置

【課題】型開閉機構により可動金型を固定金型に向けて前進させ、ハーフナットを係止部に係止し、型締シリンダにより型締を行う型締装置の作動方法および型締装置において、比較的簡単な装置を用いて、成形サイクルの短縮を実現する。
【解決手段】可動金型20を固定金型15に対して前後進させる型開閉機構26と、ハーフナット29を係止部25に係止した状態で型締を行う型締シリンダ22が備えられた型締装置12の作動方法において、固定金型15に対して可動金型20を前進させるのと並行して、係止部25とハーフナット29の少なくとも一方が型開閉方向に位置変更されない状態で、係止部25に対して相対的に係止可能な位置Cにあるハーフナット29を係止する。
(もっと読む)
型締装置
【課題】 ダイカストマシンや射出成形機の型締装置において、プラテンに金型取付けプレートを設けることによって、金型パーティング面に均一な型締面圧を発生させバリの発生を防止するとともに、装置の損傷も回避する。
【解決手段】 固定プラテンにおける固定プレートと接触する側の面、および可動プラテンにおける可動プレートと接触する側の面は、中央部分が平面で周囲部分が円錐状あるいは角錐状の勾配面形状になっており、型締力を受けていない時は勾配面部分と固定プレートおよび可動プレートの平面部分との間の角度は2θ°であり、型締力を受けて固定プラテンおよび可動プラテンが変形している時の間の角度は略θ°となる型締装置。
(もっと読む)
型締装置のハーフナット
【課題】 射出成形機の型締装置には、通常、型締方向に動かす時と型開き方向に動かす時の間に機械的なガタ(バックラッシ)がある。そのため、発泡圧が高くて発泡圧に押されながら金型を開く場合と、発泡圧が低く金型を型締装置の力により開く場合では、バックラッシの分、金型の開き量に差が出る。よって、溶融樹脂の発泡状態により、成形品の肉厚がバラつき、品質が不安定になる。
【解決手段】 複合式型締装置において、ナット押さえ部材とハーフナットの間にハーフナットを可動プラテンに押さえ付けるばねを有するとともに、タイバーとハーフナットの係合部は斜め歯面と垂直歯面からなる鋸歯状であり、係合時には係合部の斜め歯面と垂直歯面がともに接して、可動プラテンとタイバーの間にあるバックラッシを除去する。
(もっと読む)
型締装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】型締装置3は、固定金型503を保持する固定ダイプレート11と、移動金型505を保持し、固定ダイプレート11に対して型開閉方向に移動可能な移動ダイプレート13と、移動ダイプレート13を駆動する駆動力を生じるモータ23とを有する。また、型締装置3は、摩擦抵抗によりモータ23を制動可能なブレーキ28と、ブレーキ28の異常の有無に関する物理量を検出する圧力センサ76と、圧力センサ76の検出結果に基づいて、成形サイクルの1周期毎に異常の有無を判定する(ステップS6)制御装置7とを有する。
(もっと読む)
型締装置及びその制御装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】ダイカストマシン1の型締装置3は、固定金型503を保持する固定ダイプレート11と、移動金型505を保持し、固定ダイプレート11に対して型開閉方向に移動可能な移動ダイプレート13とを有する。また、型締装置3は、移動ダイプレート13を駆動する駆動力を生じるモータ23と、摩擦抵抗によりモータ23を制動可能なブレーキ28と、モータ23の動作を検出可能なモータ用センサ67とを有する。さらに、ダイカストマシン1は、ブレーキ28に制動力を発揮させた状態で、モータ23に駆動力を生じさせる制御信号を出力し、そのときのモータ用センサ67の検出結果に基づいてブレーキ28における異常の有無を判定する制御装置7を有する。
(もっと読む)
型締装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】型締装置3は、ブレーキ28を有し、ブレーキ28は、モータ23により駆動されるディスク47と、ディスク47に当接可能なパッド49と、パッド49をディスク47に押し付ける弾性部材57と、ロッド側室60Aに作動液が供給されることにより弾性部材57の付勢力に抗してパッド49をディスク47から離間させることか可能なブレーキシリンダ装置55とを有する。さらに、型締装置3は、弾性部材57の異常の有無に関する物理量を検出するセンサ(76)と、当該センサの検出結果に基づいて弾性部材57の異常の有無を判定する制御装置7とを有する。そして、前記センサは、ロッド側室60Aの圧力を検出する圧力センサ76である。
(もっと読む)
省エネルギー制御装置、及びこの省エネルギー制御装置を搭載した機器又は射出成型機
【課題】油圧回路を備えた既設の機器の省エネルギー化が可能な省エネルギー制御装置を得る。
【解決手段】省エネルギー制御装置100は、油圧回路30を流れる作動油の流れ方向を変更するバルブの少なくとも1つのソレノイドに接続され、このソレノイドの動作状態を検出するソレノイド動作検出部111と、ソレノイド動作検出部111の検出結果に基づいて、油圧回路30に作動油を圧送する油圧ポンプ31を駆動する誘導電動機60の回転数を決定する電動機回転数決定部112と、誘導電動機60と電力供給源との間に直列接続され、電動機回転数決定部112が決定した回転数となるように誘導電動機60の回転数を制御するインバーター101と、を備え、既設の機器の油圧回路又は該機器に作動油を供給する既設の油圧設備を省エネルギー制御するものである。
(もっと読む)
型締装置の金型保護方法
【課題】金型の異常検出が的確かつ瞬時に行える金型保護方法を提供することを目的とする。
【解決手段】油圧シリンダ装置2を介して金型6を型閉じする型閉手段3を備えた型締装置1において、制御装置20は、前記金型6が型閉じストロークの所定位置から型閉完了位置の僅か手前まで移動する間に、封じ込められた前記油圧シリンダ装置2の圧力が所定値まで変化するか否かを判断し、前記油圧シリンダ装置2の圧力が所定値まで変化したときには金型異常であると判断する。
(もっと読む)
射出成形機
【課題】装置をコンパクトにまとめた上で、型締めの際の圧力を安定的に受圧する圧縮成形方式の射出成形機を提供する。
【解決手段】第一ベース盤10と、第二ベース盤20と、複数本のタイバー15〜17と、可動プレート31と、前記可動プレート31に油圧シリンダ装置35を介挿させつつ取り付けられた可動金型45と、前記第二ベース盤20に取り付けられた固定金型25、前記両金型25、45を変位させる型移動装置60とを備えた射出成形機であって、前記型移動装置60は、前記第一ベース盤10と前記可動プレート31とを相互に連結する一対のリンク73、75を有するトグルリンク機構70を備えてなると共に、かつこの両リンク73、75は、前記第二の位置にある可動プレート31を前記第一ベース盤10に対してリンク同士が伸び切った直線状態となって支えることにより、前記油圧シリンダ装置35の圧力を受圧する。
(もっと読む)
1 - 10 / 27
[ Back to top ]