
国際特許分類[B29C49/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 複数段階で実施するもの (49)
国際特許分類[B29C49/18]に分類される特許
1 - 10 / 49
スポイラーの製造方法
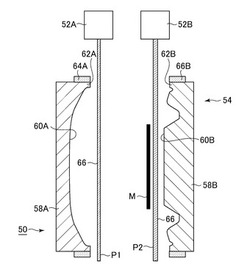
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
無菌充填包装体の製造方法、及び製造装置

【課題】内容物の注出具の保護性、内容物の注出性及びタンパーエビデント性が改善された、折り畳み誘導線が形成されたプラスチック容器本体内に内容物を無菌的に充填すると共に、前記容器本体と一体成形された保護ケース内に注出具を収納した無菌充填包装体の製造方法及び製造装置を提供する。
【解決手段】次の工程で無菌充填包装体を製造する。(1)パリソン27をプラスチック容器本体用金型32に配置し(2)パリソン27内に挿入したノズル24から無菌エアーを吹き出して容器本体2のブロー成形を行った後に、(3)該ノズル24から容器本体2内に内容物を充填後、該ノズル24を退避させ、ついで(4)内容物の注出具5を容器本体2の上部のパリソン27に挿入した後に、(5)保護ケース用金型31の型締めを行い、(6)前記容器本体2の上部のパリソン27から保護ケース6を形成する。
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
成形品
【課題】要求される圧縮剛性に応じて部分的に補強することで、重量化を回避しつつ、安価で効率的に成形可能な成形品を提供する。
【解決手段】荷重受け面12を形成する上面14を有する第1成形体16と、該第1成形体16の周縁部18に対して溶着により一体化され、底面20を有する第2成形体22と、該第1成形体16と該第2成形体22との間の中空部24に内装されるブロー成形製の補強体26とを有し、該補強体26は、前記上面14と前記底面20とを連結するリブ30を有する中空成形体であり、該補強体26、該第1成形体16および該第2成形体22は、同材質の熱可塑性樹脂であり、該補強体26は、該第1成形体16および該第2成形体22それぞれに対して溶着一体化される、ことを特徴とする成形品。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 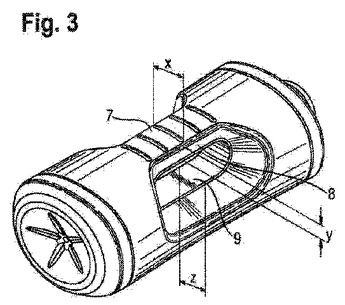 (もっと読む)
(もっと読む)
ラベル付き容器の製造方法
【課題】耐熱性を備えたラベル付きカップ状容器を二軸延伸ブロー成形により製造する際に、ラベルを変形あるいは位置ずれなくカップ状容器の胴部に貼り付けること。
【解決手段】ラベル付きカップ状容器1の製造方法では、予備成形品10を加熱して一次ブロー成形型20を用いて一次ブロー成形して最終製品よりも大きな容積の一次ブロー成形品40を製造する。一次ブロー成形品40を収縮させて、筒状胴部形成部分53の高さ寸法Hが最終製品1の筒状胴部3の高さ寸法とほぼ同一となった一次ブロー成形品50を得る。これを、ラベル5が装着されている二次ブロー成形型30に装着して二軸延伸ブロー成形する。筒状胴部形成部分53は高さ方向へは殆ど延伸しないので、ラベル5が高さ方向に変形あるいは位置ずれすることなく筒状胴部3の外周面に貼り付けられたカップ状容器1が得られる。
(もっと読む)
底付き筒状容器の製造方法
【課題】延伸ブロー成形により製造されるカップ状容器の薄肉、軽量化を実現すること。
【解決手段】延伸ブロー成形によりカップ状容器1を製造するために用いる熱可塑性樹脂からなる板状プリフォーム10は、板状体部分12と、この外周縁部分に形成したフランジ13とを備えている。板状体部分12は延伸ブローされてカップ状容器1の容器本体部2になる延伸部分であり、フランジ13は延伸ブローされることなく、そのままカップ状容器1の容器口部3になる非延伸部分である。板状体部分12の表面12aは平坦面であり、その裏面12bは中央が最大肉厚となる凸状の曲面によって規定されている。板状プリフォーム10は立体的な形状ではないので、肉厚を薄くしても加熱時に延伸ブロー成形に支障を来すような変形が発生しない。よって、板状プリフォーム10を薄肉化して軽量なカップ状容器1が得られる。
(もっと読む)
深い差込み基部を有するプラスチック容器の作成方法
平面上に支持するための直立リングを有する深い差込み基部を有する容器の製造方法は、直立リングと、直立リングの下方に形成された基礎突出部分とを有する容器半加工品を成型するステップと、基礎突出部分が直立リングの上方に位置するまで、直立リングに対して上方に向かって基礎突出部分を相対的に配置するステップと、を含む。深い差込み基部を有する改良プラスチック容器もまた開示されている。 (もっと読む)
合成樹脂製容器
【課題】使用者が容器を把持したときの撓み変形による容積の減少量を少なくして、内容液の噴きこぼれを防止することができる合成樹脂製容器を提供する。
【解決手段】胴部3の対向する側面のうち少なくとも一方に、容器内方に陥没して他方の側面に近接する把持部6を形成し、開封時又は開封後に把持部6に指を添えて把持した際に、把持部6に作用する把持力によって生じる撓み変形により、胴部3の対向する側面の内面どうしが互いに当接可能となるようにする。
(もっと読む)
合成樹脂製ブローボトル及びその成形方法
【課題】環状三量体の低減を図る特別な処方を施すことなしに良好な品質をもったブローボトルとその製造方法を提案する。
【解決手段】加熱処理を挟む二回の二軸延伸ブロー成形によって得られた合成樹脂製ブローボトルであって、該ブローボトルは、環状三量体の含有量が0.40重量%以上、材料そのものがもつ固有粘度が0.70〜0.90dl/gになる合成樹脂材料若しくはプリフォームの成形体からなり、かつ、ブロー成形終了後におけるボトルの少なくとも胴体部分が1.38g/cm3以上の密度を有するもので構成する。
(もっと読む)
1 - 10 / 49
[ Back to top ]