
国際特許分類[B29C51/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 構成部品,細部または付属装置;補助操作 (561) | 金型 (298) | 切断手段を有するもの (16)
国際特許分類[B29C51/32]に分類される特許
1 - 10 / 16
圧空成形用金型、圧空成形方法、及び、成形品
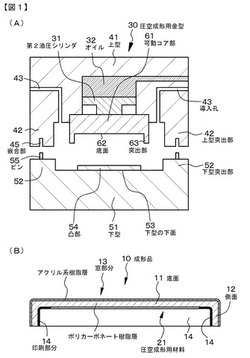
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
成形装置

【課題】基材の外周不要部分を人手によらないで取り除くことが可能な成形装置を提供する。
【解決手段】基材をプレス成形可能な一対の成形型7と、基材の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間から外部にはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、側部不要部分を切断するスライド型側切断刃と、下部不要部分72cを下方へ取り除く取り除き装置40とを備え、取り除き装置40は、下部不要部分72cを保持可能な保持刃36と、保持された下部不要部分72cに対して、保持刃36と同じ側から当接すると共に、その当接面34sが下方側に傾斜して設けられた傾斜当接部34と、傾斜当接部34が下部不要部分72cと当接した状態で、下部不要部分72cの保持を解除する解除機構と、を有する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
金型を閉じた状態で実行される折り曲げ工程を含む熱成形部品の製造方法、及びこの方法を適用するための金型
熱成形部品を製造するための方法は、熱可塑性材料からなる加熱されたシート(L)を、該シートを変形させるようにして金型内に閉じ、該シートを完全な固化が達成されるまで金型の内部で冷却するステップと、冷却中に前記シートを該シートの少なくとも1つのエッジ部(E)に沿って切断し、この切断工程によって金型内の当接面(1s)に当接するように前記エッジ部の折り曲げを生じさせるステップと、該変形後のシートの固化が達成されると、上側金型半部を下側金型半部から取り外すステップとを含む。金型の内部での前記シートの冷却中に、前記切断工程に続いて折り曲げ工程が実行され、この折り曲げ工程は、前記当接面を前記シートの前記エッジ部から離間するように移動させるステップと、金型内の前記シートの支持面(2s)に向かって前記エッジ部の折り曲げを再開させるようにして、前記エッジ部を処理するステップとを含む。  (もっと読む)
(もっと読む)
発泡樹脂製パッド成形装置
【課題】 製品パッドの周縁部にバリを残存させることなく原型パッドを切断することができる発泡樹脂製パッド成形装置を提供すること。
【解決手段】 遮断プレート10が原型パッド20と雌型6の平坦面部6aとの間に介在することによって、切断カッター15は、雌型6の凹面部6bを横切り始めるときに、初めて原型パッド20と接触して原型パッド20を切断し始める。このため、切断カッター15が雌型6の凹面部6bに達するまでの過程で、切断カッター15の動きが雌型6の平坦面部6aにはみ出た原型パッド20の部分に邪魔されることもなく、切断カッター15の切断時の軌道が振れ動くこともなくなる。よって、切断カッター15による切り口がガタつかずに、周縁部にバリが残存することのない高品質の製品パッド50を製造できる。
(もっと読む)
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 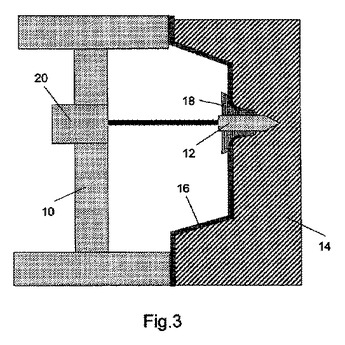 (もっと読む)
(もっと読む)
表皮の製造方法
【課題】トリムカット処理前の表皮を正確に位置決めした状態でトリムカット処理を行う。
【解決手段】真空成形工程では、凸部12が形成された真空成形型10を用いて、トリムカット処理前の表皮30が真空成形される。前記表皮30は、真空成形型10に形成された凸部12に対応した形状及び配置の凹部32を有している。そして、位置決め工程では、前記表皮30がトリムカット用型20上に配置された状態で、位置決め部材22の先端を前記表皮30の凹部32に向かって前進させることで、前記表皮30がトリムカット用型20上で位置決めされる。その後、トリムカット工程では、前記表皮30がトリムカット用型20上で位置決めされた状態で、トリム刃25で前記表皮に対するトリムカット処理が行われる。すると、製品形状の表皮40が作成される。
(もっと読む)
表皮のトリムカット用金型
【課題】芯材表面に表皮を真空成形により一体貼着し、表皮のトリムカットラインに沿ってカット処理する表皮のトリムカット用金型において、カット刃のカット性能を高める。
【解決手段】表皮12のトリムカットラインに沿ってカット処理するトリムカット用金型20は、芯材11をセットする真空吸引機構を備えた成形下型30と、カット刃43を備えた上型40とから構成され、カット刃43に対応する成形下型30には、カット用溝部36が開設され、このカット用溝部36は、成形下型30の型面から上方に隆起する隆起部37に沿って開設され、表皮12のカット刃43によりカットする際、表皮12にテンションが加わり、カット用溝部36内に表皮12が引き込まれることを回避する。また、隆起部37の表面に滑り止め用ラバー層38をコーティング処理することでカット性能をより高めることができる。
(もっと読む)
成形装置
【課題】可動金型のストローク途中の成形工程であっても、金型の傾きを防止して成形品の品質を高めるとともに、金型あるいは設備側への負担も軽減する。
【解決手段】固定金型20に向けて進行する可動金型22のストローク中に、両金型の間でワークを加圧して所定の形状に成形する成形工程と、可動金型22がさらに進行することによってワークの不要な部分のトリミングが行われるトリミング工程とが設定されている成形装置であって、固定金型および可動金型の金型プレート20a,22aにそれぞれ固定されたサポート20c,22cと、成形工程において、両金型側における個々のサポート20c,22cの端部間に介在させることが可能なスペーサ34とを備えている。このスペーサを介在させた状態でのサポート20c,22cにより、成形工程において両金型に加わる型締め力を受け持つように構成されている。
(もっと読む)
キャリアテープの製造方法および製造装置
【課題】 収納ポケットの大きさにかかわらず、収納ポケットとスプロケットホールとの位置関係が厳密に制御され、しかも自動実装工程などでの安定搬送が可能なキャリアテープを製造する。
【解決手段】 帯状の基材に、物品収納用ポケットと位置決め用ポケット14とを形成する成形工程と、ピアスピン26によりスプロケットホール13を形成する加工工程とを有し、加工工程では、特にピアスピン26としてその先端に位置決め用ポケット14に嵌合する位置決めピン26bが形成されたものを使用し、位置決めピン26bを位置決め用ポケット14に嵌合させつつスプロケットホール13を穿孔するなどして形成することにより、キャリアテープ10Aを製造する。
(もっと読む)
1 - 10 / 16
[ Back to top ]