
国際特許分類[B29C51/36]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 構成部品,細部または付属装置;補助操作 (561) | 金型 (298) | 特に真空成形のための (110)
国際特許分類[B29C51/36]に分類される特許
1 - 10 / 110
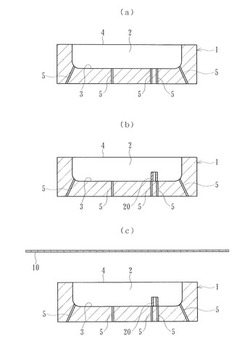
真空成型方法及び真空成型品
【課題】
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
(もっと読む)
真空成形用成形型及び樹脂成形品

【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
(もっと読む)
樹脂積層板の製造方法及び樹脂積層板の成形金型
【課題】軽量化、薄肉化を確保しつつ、製品設計の自由度及び成形性を高め、更なる品質向上が実現できる樹脂積層板の製造技術を提供する。
【解決手段】樹脂積層板の製造方法であって、分割型32Aのキャビティ116Aに複数のコマ部材40S、40Lを配置し、複数のコマ部材40S、40Lの各々を、突起部119S、119Lと、突起部119S、119Lの基端に設けた雄ねじ部44とで構成し、雄ねじ部44を分割型32Aに設けた雌ねじ穴48にねじ込むようにした成形金型を用い、シート素材とキャビティ116Aとの間に密閉空間を形成し、この密閉空間を、キャビティ116Aと突起部119S、119Lの基端との隙間、及び、雌ねじ穴48と雄ねじ部44との隙間を通じて真空吸引することにより、シート素材を突起部119S、119Lに沿うように成形する。
(もっと読む)
気泡シート及びその製造方法
【課題】空気層を介することなくフィルムを密着させた密着部に識別表示が付されるので、凹凸がくっきりと形成されるだけでなく、シート両面から識別表示が視認可能な気泡シートを提供する。
【解決手段】二つのフィルム11,12の間に空気層Kを介在させた気泡部13と、空気層Kを介することなく二つのフィルム11,12を密着させた密着部14と、を有する気泡シート10であって、密着部14に、所定の識別表示11bを凹設形成した構成としてある。
(もっと読む)
中空封止体の製造方法および製造装置
【課題】 設計自由度が高く、内部が減圧されて封止された中空体を容易に製造可能な、中空体の製造方法およびこの製造装置を提供する。
【解決手段】 成形炉3は通常の電気加熱炉を用いることができる。成形炉3の内部には成形型5が配置される。成形型5は少なくとも一対の上型および下型よりなり、上型および下型の間に管状素材7が挟み込まれる。成形炉3には、温度調整部9が接続される。温度調整部9は、成形炉3内部の温度を測定し、あらかじめプログラムされた昇温速度等によって、成形炉3内部の温度を調整する部位である。成形炉3には、配管19およびバルブ17を介して不活性ガス供給部13および減圧装置15等が接続される。バルブ17の操作によって、成形炉3の内部空間に不活性ガスを供給して不活性ガス雰囲気とすることができ、また、減圧装置15によって成形炉3内部を真空に引くことも可能である。
(もっと読む)
成形装置及び成形方法
【課題】押出装置からシート状に押し出した熱可塑性樹脂を金型の周囲に位置する型枠に密着させることが可能な成形装置を提供する。
【解決手段】押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)は、熱可塑性樹脂(P)と当接する当接面に、熱可塑性樹脂(P)を吸引するための吸引部が設けられている。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
真空吸引成形型の製造方法
【課題】ドリル加工では得られないような直径0.3mm程度の無数の微小な通気穴を下型の型内壁に穴明け可能にし、そして、表皮に毛足の長いファブリック、毛足の殆どない薄手の生地やビニール・レザーなどの表皮材が用いられる場合にも、その表皮付き一体発泡形成体が優れた外観品質を呈するところの真空吸引成形型の製造方法を提供する。
【解決手段】上下の成形型22、23が、間にキャビティ26を形成するように所定の間隔を置いて配置され、無数の線材28が、そのキャビティ26内でその上下の成形型22、23間に適宜の間隔で架設され、樹脂材料が、そのキャビティ26内に注入され、硬化されてそのキャビティ26の形状に応じた成形品に成形され、そして、その無数の線材28が、その成形後にその成形品から引き抜かれ、その成形品に無数の微小な通気穴を貫通させて真空吸引可能にする。
(もっと読む)
真空成型機、真空成型機用基板及び真空成型方法
【課題】被着させるフィルムがドローダウン状態となった場合でも、型当り現象が生じるのを回避し、成型後に型当りの痕跡として残ったり、エアー溜まりが生じたり、皺が発生したりするのを確実に回避して、成型製品の歩留まりを向上させる。
【解決手段】テーブル3上にセットした被着体Wの表面近傍を減圧環境とし、加熱した加飾フィルムF3を近接させることで、被着体Wの表面に加飾フィルムF3を密着させて成型する真空成型機において、セットした被着体Wの周囲外方に、被着体の最大高さよりも高い突出高さで加飾フィルムF3の近接方向に突出した枠部11を設けてなり、前記枠部11が、加飾フィルムF3を近接させる際に被着体Wよりも先に加飾フィルムF3と接触し、被着体Wの周囲外方にて加飾フィルムF3を押し上げて張り拡げた状態とする。
(もっと読む)
1 - 10 / 110
[ Back to top ]