
国際特許分類[B29D23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 管状体物品の製造 (171)
国際特許分類[B29D23/00]の下位に属する分類
葉巻きタバコ用または紙巻きタバコ用ホルダー
ひだつきホース (15)
柔軟性絞り出しチューブ,例.化粧品用 (5)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (10)
国際特許分類[B29D23/00]に分類される特許
71 - 80 / 141
ゴム製筒体の製造方法、空気ばねの製造方法、未加硫ゴム筒の成型装置、及び空気ばね
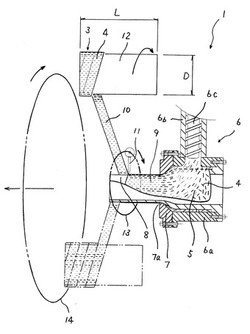
【課題】大径、あるいは太鼓状や鼓状などの不定径で、かつ中心軸を通る平面に沿う方向に短繊維を配向させることのできるゴム製筒体の製造方法の提供。
【解決手段】ガイド棒8の周りに未加硫ゴムチューブ9を押出成形し、含有する短繊維4をチューブ中心軸方向に配向させる。未加硫ゴムチューブ9を押出成形しながら、カッター11を周回させて未加硫ゴムチューブ9を螺旋状に切断して未加硫ゴムテープ10を形成する。これと同時に、成型ドラム12を、未加硫ゴムチューブ9の押出方向に移動させつつ、自転させながらカッター11の周回と同じ回転数で未加硫ゴムチューブ9の周りを周回させる。成型ドラム12の周りに未加硫ゴムテープ10が巻き付いて未加硫ゴム筒3が成型される。短繊維4は、ほぼ未加硫ゴム筒3の中心軸を含む平面及び未加硫ゴム筒3の表面に沿う方向に配向する。その後、未加硫ゴム筒3を加硫成形する。
(もっと読む)
ホースの製造方法及びワイヤ巻き付け装置

【課題】高圧ホースのワイヤ補強層を編み上げる際、ワイヤの浮きや弛みの発生を防止することができるとともに、ホース裁断時にホース端部の広がりを効果的に防ぐことができるホースの製造方法及びワイヤ巻き付け装置を提供する。
【解決手段】内管14の周囲にワイヤWを巻き付けてワイヤ補強層18を有するホースを製造する方法であって、前記ワイヤが前記内管の径方向外側に広がらないように該ワイヤにくせを付ける工程を含むことを特徴とするホースの製造方法。好ましくは、ワイヤ巻き付け装置10が、ワイヤが内管の径方向外側に広がらないように該ワイヤにくせを付けるくせ付け用ローラ48を備え、内管を支持したマンドレル12を回転定盤20の中心孔22に通過させるとともに該回転定盤を回転させることにより、マンドレルに支持された内管の周囲にくせが付けられたワイヤを巻き付ける。
(もっと読む)
樹脂−ゴム複合曲がりホース成型金型および成型方法
【課題】複雑な三次元形状を有し内面にしわやこぶ等の欠陥のない高品質の樹脂−ゴム複合曲がりホースを、低コストに製造可能な成型金型を提供する。
【解決手段】樹脂チューブの外側に複数のゴム層とこの複数のゴム層間に介在する補強層とを被覆された樹脂−ゴム複合曲がりホース成型金型であって、所望とする三次元形状を有する所定長の金型マンドレル2と、この金型マンドレル2を未加硫の樹脂−ゴム複合ホース11に挿入して前記金型マンドレル2の両端を固定するための固定金具3,4と、この固定金具3,4によって前記金型マンドレル2が所定形状に固定される共通台座5とからなると共に、前記金型マンドレル2が長手方向に2分割されてなる樹脂-ゴム複合曲がりホース成型金型1。
(もっと読む)
曲がりホース成型用マンドレル及びこれを用いた樹脂−ゴム複合曲がりホースの製造方法
【課題】複雑な三次元形状を有し内面に傷のない高品質の樹脂−ゴム複合曲がりホースを、低コストで高精度に製造可能な曲がりホース成型用マンドレルを提供する。
【解決手段】樹脂チューブの外側に複数のゴム層とこの複数のゴム層間に介在する補強層とを被覆された樹脂−ゴム複合曲がりホースの成型に用いられる曲がりホース成型用マンドレルであって、可撓性チューブ2とこの可撓性チューブ2の外周に被覆されたゴム層3とから構成された曲がりホース成型用マンドレル1。
(もっと読む)
逆止弁付きチューブ
【課題】生産性と経済性に優れたコンプレッション成形法を用いて逆止弁付きチューブを一体成型することを課題とする。
【解決手段】内容物を注出するためのバルブと、該バルブを保持する保持リングとからなる逆止弁であって、該逆止弁とチューブの口部材とを、コンプレッション成型により一体に成型することを特徴とする、逆止弁付きチューブである。
(もっと読む)
ストローの側部に形成する突状部の加工方法及びその加工用装置
【課題】本発明はストロー本体の突状部を形成する際、加熱が不要であり、工程を減少させてコストダウンが可能となるストローの側部に形成する突状部の加工方法を提供すると共に、構造が簡単で且つ小型化でき、且つ、安価に提供することが可能となるストローの突状部の加工用装置を提供することを目的とする。
【解決手段】ストロー本体1の曲率とする円弧状溝21,31を設けた上型2と下型3とを用い、該下型3の円弧状溝31にストロー本体1を供給した後、上型2を降下させて、その上型2の円弧状溝21をストロー本体1に押付け、下型3の上面32と上型2の下面22との間にストロー本体1の側部をはみ出させて突状部11が形成される加工方法と成す。その装置として、ストロー本体1の外周と略同一な曲率とする円弧状溝21を設ける上型2と、円弧状溝21と同じ円弧状溝31を設けた下型3とから少なくとも構成する。
(もっと読む)
フランジ付きホースの製造方法及びフランジ固定装置
【課題】寸法精度の高いフランジ付きホースを製造するフランジ付きホースの製造方法を提供すること。
【解決手段】マンドレル130の軸方向両側にフランジ102を夫々配置し、少なくともフランジ102間のマンドレル130の外周上にホース構成部材を配置した後、加硫してフランジ付きホースを成形するフランジ付きホースの製造方法に、フランジ固定装置10を用いてフランジ102をマンドレル130に着脱自在に固定する工程を組み入れることで、寸法精度の高いフランジ付きホースを得ることができる。
(もっと読む)
無端成形体の製造方法
【課題】導電性付与剤の凝集を防止し、高品質の画像を形成することに貢献する無端成形体の製造方法を提供すること。
【解決手段】
100質量部の導電性付与剤、及び、0.1〜50質量部の樹脂を混合して、樹脂含有導電性付与剤組成物を調製する工程と、前記樹脂含有導電性付与剤組成物に更に溶媒及び前記樹脂と同種の樹脂を混合し、前記樹脂、前記同種の樹脂及び導電性付与剤の合計100質量%に対して前記導電性付与剤が1〜25質量%の割合とした導電性樹脂組成物を調整する工程と、前記導電性樹脂組成物を成形する工程とを有する無端成形体の製造方法。
(もっと読む)
ゴムホース及びゴムホースの製造方法
【課題】補強コード層を容易に形成することができ、かつ、先端側への負荷による基端側の座屈を防止することができるゴムホースの提供。
【解決手段】筒状ゴム膜9に補強コード層10を埋設する。補強コード13でホース中心軸を螺旋状に取り巻きつつホース中心軸方向に複数回往復させる。補強コード13がホース中心軸に対して傾斜しつつ周方向かつ二列に配列される。各列の補強コード13が互いに交差して、補強コード層10を構成する。補強コード層10の形成の自動化が図れる。基端側の補強コード13の傾斜角度(θ1)を小さくして曲げ剛性を大きくし、座屈を防止する。先端側の補強コード13の傾斜角度(θ2)を大きくして曲げ剛性を小さくし、全体として十分に湾曲させる。補強コード層10は、耐圧性などを高めるものであり、専用の補強層やガイドを設ける必要がない。
(もっと読む)
ゴム製筒体の製造方法及びビードの配置方法
【課題】補強コード層を容易に形成しつつ、ビードで補強コード層を十分に係止することができるゴム製筒体の提供。
【解決手段】筒状ゴム膜4の両端部を通るよう傾斜する補強コード8で中心軸を取り巻く。一回の取り巻きごとに周方向に所定のピッチだけずらして、補強コード8を周方向かつ二層に配列する。端部に掛けた補強コード8をローラー13で溝部10に押し付けて、内面側補強コード層5aの端部を凹ませる。内面側補強コード層5aと外面側補強コード層5bとの間に形成される空間14に線状部材9を挿入する。線状部材9の両端を接続して環状のビード6を構成する。ビード6が、端部で互いに連続する内面側補強コード層5a及び外面側補強コード層5bを係止する。
(もっと読む)
71 - 80 / 141
[ Back to top ]