
国際特許分類[B29K101/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 不特定の高分子物質を成形材料として使用 (785) | 熱可塑性の材料 (395)
国際特許分類[B29K101/12]に分類される特許
61 - 70 / 395
光照射成形装置及び光照射成形方法
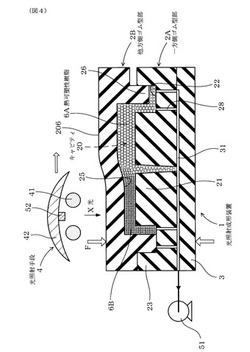
【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品

【課題】強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及びそれに用いる積層材を提供する。
【解決手段】フイルム状にした熱可塑性樹脂4間に複数本の強化繊維束を含む織物基材3を狭持して、熱可塑性樹脂4間を減圧して近赤外線放射装置5で加熱・冷却してなる積層材を積層し、予備積層成形型で予備圧縮成形した積層成形材を予備加熱型で近赤外線放射装置によって近赤外線で予備加熱型内の熱盤上に載置された積層成形材を予熱し、一方3次元形状を有する賦形型である成形型を予熱して積層材の溶融温度に昇温する。次に積層成形材を予熱された成形型に収納し、成形型によって積層成形材を圧縮する。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】作業性が向上した、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープと、その製造方法を提供する。
【解決手段】炭素繊維とオレフィン系樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、式(I)から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。0.2×10-3×N≦W≦2.0×10-3×N(I)(式(I)中、Nは、炭素繊維テープを構成する炭素繊維の本数で、前記幅(W)を5〜100mmの範囲にすることができる本数である。)4.5×F×t≦D(II)(式(II)中、Fは炭素繊維量で、20〜60質量%の範囲であり、tは炭素繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
光学フィルムの製造方法、光学フィルムの製造装置、偏光板の製造方法、偏光板、液晶表示パネルおよび表示装置
【課題】光の進行方向を変化させ得る光学フィルムを安価に製造することができる製造方法を提供する。
【解決手段】製造方法は、フィルム材料90を作製する押し出し工程と、成型ロール84を用いてフィルム材料90を成型する成型工程とを備える。成型ロール84は、成型面84aを形成する表層部85c、中心部85a、断熱部85bを有している。成型ロール84の成型面84aがフィルム材料90と接触を開始する際に、フィルム材料90をなす熱可塑性樹脂のガラス転移点温度以上の温度となっているよう、成型ロール84の表層部85cがフィルム材料90との接触を開始する前に加熱される。
(もっと読む)
複合光学素子の製造方法、製造装置、及び応力除去方法
【課題】樹脂材料の光学的性質を損なわせることなく樹脂材料とガラス材料とを加熱状態で一体化させた複合光学素子の残留応力を軽減して高品質、高機能の光学素子を提供できる複合型光学素子の製造方法を提供する。
【解決手段】樹脂材料を加熱状態でガラス材料の一方の面に一体化させて複合光学素子を成形した後に応力除去工程を実行する。応力除去工程では、成形工程における複合光学素子を樹脂材料のガラス転移温度を下回る第1の冷却温度まで冷却した後に、樹脂材料に対する吸収率がガラス材料に対する吸収率よりも高い波長域の赤外光をガラス材料の他方の面から入射させて、樹脂材料のガラス材料に接する界面層を樹脂材料のガラス転移温度以上の温度に加熱した後に、第1の冷却温度よりも低い第2の冷却温度まで冷却する。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】樹脂組成物の熔融体への気泡の混入、押し出し時の熔融体の逆流、ピストンへの熔融体の貼り付きを抑え、連続かつ安定して熔融体を吐出することで高品位なシームレスベルトを安価に製造する。
【解決手段】
樹脂組成物の熔融体を有する環状流路に、樹脂組成物からなるペレットを投入する工程と、環状流路内の樹脂組成物と接する押圧面が樹脂組成物の融点未満に温調されたピストンで、環状流路に投入されたペレットを押圧して熔融体中にペレットを押し込むことでペレットを熔融させると共に、環状ダイから熔融体を半径方向に吐出させる工程と、吐出された熔融体を円筒の一部に密着させる工程と、熔融体を円筒の一部に密着させた状態で、円筒と環状ダイとを軸方向に相対移動させて円筒の壁面に熔融体を塗布して熔融体の筒状の層を形成する工程と、筒状の層を固化させる工程と、を含むシームレスベルトの製造方法。
(もっと読む)
建築材料並びにその施工方法
【課題】表面に接着性積層物を設けるのではなく、建築材料そのものを改良して接着剤との親和性を向上させ、壁紙、石膏ボード、パテとの接着強度を向上させうる建築材料を提供する。
【解決手段】ポリプロピレン樹脂、ポリエチレン樹脂、塩化ビニル樹脂などの(A)熱可塑性樹脂、および(B)アミロペクチンを含む粉粒状物質を、(A)熱可塑性樹脂100重量部に対して(B)アミロペクチンが5重量部乃至40重量部なるように、例えば(B)アミロペクチンを含有するうるち米、もち米、或いはコンスターチ等のデンプン粉粒状物質を配合し、更に必要に応じて(C)加工助剤や(D)相溶化剤を含有させた熱可塑性樹脂組成物を少なくとも接着面に有する押出成形体とし、該接着面がサンドクロスやサンドペーパーなどで前記粉粒状物質が露出するように処理されている押出成形体。
(もっと読む)
61 - 70 / 395
[ Back to top ]