
国際特許分類[B29K105/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | スクラップ (53)
国際特許分類[B29K105/26]に分類される特許
1 - 10 / 53
リサイクル可能ポリマーで作られた自転車フレームを得るための鋳型およびプロセス
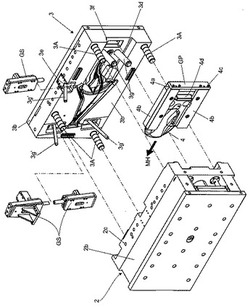
【課題】リサイクル可能ポリマーで作られる自転車フレームを得るための鋳型および射出プロセスを提供する。
【解決手段】鋳型が、固定部分2と可動部分3から構成され、固定部分2も可動部分3も、熱射出ポリマーを受けそれに続いて自転車フレームを得るために共同で構造通路を構成するようにそれぞれの支承キャビティプレート2c,3cが組み付けられる基部プレート2b、3bを備える。可動部分3のキャビティ支承プレート3cは、メイン中央引出しGPがが組み付けられる長手方向ベッド3dを備え、第2の引出しGSが組み付けられる側部ベッド3eをさらに備える。前記長手方向ベッド3dは、メイン引出しGPがそこを滑ることできるようにする周囲トラック3fを備え、メイン引出しGPが水平方向MHに移動できるようにする角度に配置される押しピン3gを備える。側部ベッド3eは、第2の引出しGSのための押しピン3g’をさらに備える。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール

【課題】回収樹脂を再利用し、耐加水分解性に優れ、且つ面状均一性に優れたポリエステルフィルムの製造方法を提供する。
【解決手段】フィーダ1aを有する供給部1、二軸押出機2、及びギアポンプ3を少なくとも備えた押出成形装置を用い、前記供給部1から前記二軸押出機2に、原料ポリエステル樹脂と、該原料ポリエステル樹脂とは嵩比重、サイズ、及び極限粘度の少なくとも一つが異なる回収ポリエステル樹脂とを、平均樹脂供給量に対して1〜30%の割合で変動させて、供給するポリエステルフィルムの製造方法。
(もっと読む)
発泡ポリウレタンの処理方法及び発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンを加熱し、せん断力を加えて加圧し、発泡ポリウレタンの圧縮をすることにより減容する工程を有し、発泡ポリウレタンの密度を増加させる。スクリュー押出機を使用することが望ましい。
(もっと読む)
風送装置及び風送方法並びに溶液製膜設備
【課題】フィードローラ対に耳部が貼り付いたり、巻き付いたりすることを防止する。
【解決手段】フィルムの耳部50aは耳切装置51によって切り離される。切り離された耳部50aは、吸引ダクト84を介して、クラッシャ55にまで風送される。吸引ダクト84に入る前の耳部50aは、フィードローラ対80によって挟持される。フィードローラ対80と吸引ダクト84との間には、フィードローラ対80に巻き付いた耳部50aを掻き落とすスクレーパー97,98が設けられる。スクレーパー97,98とフィードローラ対80との間には一定のクリアランスが設けられている。
(もっと読む)
クッション
【課題】低密度のポリウレタン発泡体を原料としてクッションをモールド成形すると、通気性が悪かった。
【解決手段】クッションは、密度の高いポリウレタン発泡体を所定範囲の大きさに破砕して得られる第1粉砕物と、第1粉砕物の元となるポリウレタン発泡体より密度の低いポリウレタン発泡体を所定範囲の大きさに粉砕して得られる第2粉砕物とを、所定割合でバインダーと共に混合してモールド成形することで得られる。第1粉砕物としては、車両用シートから回収されたポリウレタン発泡体を用いることができ、第2粉砕物としては、軟質スラブ発泡体を用いることができる。
(もっと読む)
チップ成形体とその製造方法
【課題】軟質ポリウレタンフォームチップのみからなる成形体よりもチップ成形体の全面を高い硬度にし、且つ成形体の重量を軽くすることができるチップ成形体とその製造方法を提供する。
【解決手段】本発明のチップ成形体20は、第1のチップ材と第2のチップ材とが混合されて第1のチップ片24と第2のチップ片26とが均一に分散している混合材料が押し固められると共に、第1及び第2のチップ片が接着剤で結合されて一体化したチップ成形体である。第1のチップ材は、軟質ポリウレタンフォームが粉砕されて形成された第1のチップ片の集合物である。第2のチップ材は、熱可塑性樹脂発泡体が粉砕されて形成された第2のチップ片の集合物である。ここで、第1のチップ材の嵩密度と第2のチップ材の嵩密度が同等になるように第1のチップ片と第2のチップ片の少なくともどちらか一方の平均外形寸法が調節されている。
(もっと読む)
健康シート
【課題】製造が容易で、安価な健康シートの製造方法及び健康シートを提供する。
【解決手段】フェノール樹脂を除いた炭化水素を主要構成成分とする人工高分子化合物あるいはフェノール樹脂を除いた炭化水素を主要成分とする有機固形廃棄物の無酸素乾留熱分解物である一次の炭化物、あるいは当該炭化物を賦活化処理した二次の活性炭のうち少なくとも一種もしくはこれらの混合物と、シリコンゴムとを混練する工程と、成形型に入れて加圧する工程と、180℃〜200℃にて5分間の1次加熱する工程と、180℃にて3〜4時間の2次加熱する工程と、成形型から取り出し裁断する工程とからなる。
(もっと読む)
廃材樹脂のリサイクル方法、及び樹脂積層材の成形方法
【課題】塩化ビニル系廃材樹脂の粉砕物の選別処理を不要とする又は大幅に簡略化することが可能で低コストのリサイクル方法、及び、樹脂積層材の生産性良い成形方法を提供する。
【解決手段】塩化ビニル系樹脂の廃材を粉砕してリサイクル樹脂とし、このリサイクル樹脂を未使用樹脂と共に積層押出成形し、リサイクル樹脂で成形されて少なくとも一部が表面に表出しない部分となるリサイクル層と未使用樹脂で成形されて外表面となる表面層とを有する樹脂積層材を形成する廃材樹脂のリサイクル方法であり、また、予めリサイクル樹脂と未使用樹脂との間の色差(△E1*)を測定し、得られた色差から成形後の樹脂積層材においてリサイクル層により色調に影響を受けない表面層の厚さを算出し、その算出された表面層厚さ計算値を表面層の厚さの目標値として積層押出成形を行う樹脂積層材の成形方法である。
(もっと読む)
廃タイヤ利用による骨材合成2次製品
【課題】廃タイヤの利用において、骨材合成2次製品を多種に亘り提供する。
【解決手段】ワイヤーを取り除いた、廃タイヤをチップ状に裁断し、高炉等にて熔化させ、その中へポルトランドセメントコンクリートに使用されるところの骨材を混入させ、加熱状態を保持したまま攪拌する事で、フレッシュコンクリートと同様の流動状態とし、それを耐熱性の型枠に流し込み成形する。又、2次製品の性質に適合させる為、材料の比率や骨材の配合を変える事により、多種に亘る2次製品の製造が可能となる。
(もっと読む)
廃ゴムを使用した靴底及びこれを使用する靴類
【課題】廃ゴムをリサイクルさせて資源の有効利用を図ると共に、強靱な靴底を得る。
【解決手段】厚さ約3〜20mmのゴムチップ層10と、厚さ約0.5〜5mmのゴムシート層20の2層を加熱圧縮成型してなる。前記ゴムチップ層は、粉砕した廃ゴムチップ11を少なくとも一部に有しており、前記ゴムシートは未加硫のものである。ゴムチップ層10を構成するゴムチップが、全て廃タイヤを粉砕して得られるものであってもよいし、付加的にバージンゴムチップを配合したものでもよい。
(もっと読む)
1 - 10 / 53
[ Back to top ]