
国際特許分類[B29K19/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | B29K7/00からB29K9/00の単一のメイングループに包含されないゴムを成形材料として使用 (137)
国際特許分類[B29K19/00]に分類される特許
31 - 40 / 137
ポリブチレンテレフタレート樹脂組成物
【課題】冷熱サイクル環境での高度な耐久性等の性能と、シリコーンゴムとの接着性を両立させたポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対し、(B)コア層がアクリル系ゴムで構成されており、平均粒子径が2μm以上であるコアシェル型ポリマー5〜30重量部、(C)ガラス繊維20〜100重量部を配合してなる、シリコーンゴムとの接着性に優れたポリブチレンテレフタレート樹脂組成物。
(もっと読む)
現像ブレード用金型及び現像ブレードの製造方法
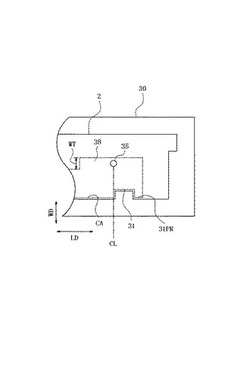
【課題】弾性部材の形状に応じて形成したキャビティ部が材料を充填し難い複雑な形状でも、確実に充填して現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート2上に長手方向LDに沿って弾性部材を接着し、更に前記硬質プレートが長手方向での両側部に切欠き部を有すると共に、当該切欠き部を跨ぐようにして前記弾性部材が成型してある現像ブレード1の製造用金型30であって、前記弾性部材の形状に応じた形状のキャビティ部CAに材料を注入するゲート部35の位置が、前記長手方向LDで前記切欠き部と本体部中央側との境界CL上或いはこれより外側、または、前記境界より内側に10mm以内に設定してある。この金型のキャビティCA内に材料を注入するゲート部35の位置が、長手方向LDで最適に設定してあるので、切欠き部に対応する細径部が存在している場合でも材料を確実に充填し、充填不良やバリの発生を抑制可能となる。
(もっと読む)
ゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置

【課題】本発明では、未加硫ゴムテープをマンドレルに自動的に巻きつけることが可能なゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置の提供を目的とする。
【解決手段】 押出装置3の押出孔3aから送り出された未加硫ゴムテープ2をマンドレル6に螺旋状に巻き付けて加硫するゴム製筒体の製造方法において、押出孔3aから送り出される未加硫ゴムテープ2を搬送する搬送ベルト4を設け、搬送ベルト4をマンドレル6に押し付けて、マンドレル6の回転により搬送ベルト4を駆動させ、搬送ベルト4においてマンドレル6よりもベルト駆動方向上流側に、押出孔3aから送り出された未加硫ゴムテープ2を供給し、未加硫ゴムテープ2を搬送ベルト4とマンドレル6との間に挟み込むことで未加硫ゴムテープの先端部をマンドレルに固着させ、その後、未加硫ゴムテープをマンドレルに螺旋状に巻き付けることを特徴とする。
(もっと読む)
ローラの製造方法、成形材料の選別方法及び成形材料
【課題】平滑な弾性層を備えたローラを高い生産性で再現性及び歩留まりよく製造することのできるローラの製造方法、平滑な弾性層を形成することのできる成形材料、及び、このような成形材料を高い信頼性で選別する選別方法の提供。
【解決手段】0.01〜100sec−1の範囲から選択される複数の剪断速度(X)で前記成形材料のノーマルフォースを測定して得られる複数の第一種法線応力差(Y)の、剪断速度に対する一次近似式Y=aX+b(4.5<a<6.5、−120<b<200)を満足する成形材料を軸体の外周面で硬化するローラの製造方法、前記第一種法線応力差を求めて、一次近似式Y=aX+bを算出し、この一次近似式の変数aが4.5<a<6.5の範囲にあり、かつ、変数bが−120<b<200の範囲にある成形材料を選別する成形材料の選別方法、及び、前記一次近似式を満足する液状シリコーンゴム組成物。
(もっと読む)
プラスチック薄膜の製造方法
【課題】貫通孔を成形すると同時に残膜を材料薄膜から分離除去することができるとともに、遊離した残膜を同時に処理できるプラスチック薄膜の製造方法を提供する。
【解決手段】厚み方向に貫通する複数の貫通孔を備えるプラスチック薄膜の製造方法であって、材料薄膜を、少なくとも塑性変形可能温度まで加熱する加熱工程S1と、加熱した材料薄膜を、貫通孔を形成する押し型と対向型部との間で加圧して、上記押し型を上記材料薄膜に押し入れる1次加圧工程S2と、上記押し型を押し入れた材料薄膜を、上記押し型による塑性変形が制限される温度以下まで冷却する冷却工程S3と、上記押し型を押し入れた材料薄膜を上記対向型部から離間させる中間脱型工程S4と、上記材料薄膜を、上記押し型と変形可能な対向基材との間で再加圧することにより、上記押し型の先端部と上記対向基材との間に残留する残膜を上記材料薄膜から分離させる2次加圧工程S6とを含んで構成される。
(もっと読む)
ベルトスリーブ加硫装置、ベルトスリーブの加硫方法、及び、ベルトスリーブの製造方法
【課題】心線の並びの乱れを防止することのできるベルトスリーブ加硫装置及びベルトスリーブの加硫方法を提供する。
【解決手段】ベルトスリーブ加硫装置1は、未加硫ゴム層とこの未加硫ゴム層に螺旋状に巻回された心線とを含むベルトスリーブ40が巻き掛けられる2つのプーリ2、3と、それぞれ加熱用の熱盤9、10が設けられ、2つのプーリ2、3に巻き掛けられたベルトスリーブを40挟むように、ベルトスリーブ40の外側に配置される第1プレス金型7と、ベルトスリーブ40の内側に配置される第2プレス金型とからなる1対のプレス金型6と、熱遮断手段20とを備えている。熱遮断手段20は、第2プレス金型8と、ベルトスリーブ40の第2プレス金型8に対してそのプレス面8aと反対側の部分との間に配置されており、第2熱盤10を含む第2プレス金型8からベルトスリーブ40への伝熱を遮断する。
(もっと読む)
エピクロルヒドリンゴムホース用離型剤
【課題】成形ホース用マンドレルに使用可能な離型性として、エピクロルヒドリンゴムに吸収されにくく、適度な粘度で塗布しやすく、挿入脱型性、水洗浄性に優れた離型剤の提供。
【解決手段】付加モル数(n)が2〜10であるポリグリセリンのC6〜C18のモノもしくはジカルボン酸エステルを少なくとも含む物質、グリセリンとソルビトールとの反応生成物、付加モル数(n)が2〜10であるポリグリセリンと複数のイソシアナト基を有する化合物との反応生成物から選ばれた1種により達成。
(もっと読む)
フレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型
【課題】軟質の内層管部と硬質の外層部とが射出成形で一体に製造されたフレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型の提供。
【解決手段】本発明のフレキシブル管状部材の製造方法は、一対の金型10内に外層用スライドコア20を挿入し、外層用キャビティ25を形成する工程と、外層用キャビティ25に硬質熱可塑性合成樹脂を射出して外層部を成形する工程と、金型10内から外層用スライドコア20を離脱させるとともに、内層用スライドコア30を挿入し、内層管用キャビティ35を形成する工程と、内層管用キャビティ35に軟質熱可塑性合成樹脂を射出し、内層管部を成形するとともに外層部と内層管部とを一体化させる工程と、金型10から内層用スライドコア30を離脱させた後、金型10からフレキシブル管状部材40を取り出す工程とからなっている。
(もっと読む)
外被にパ−オキサイド加硫系ゴムを用いたホ−ス及びその成型法
【課題】パ−オキサイド加硫系外被ゴムを用いたホ−スの改良であり、後工程の癖付けの成型のために、1次加硫では半加硫を確保し、2次加硫で蒸気加硫や窒素雰囲気下で加硫を実施する必要があるが、加硫槽の強度を大幅に向上させる必要があったり、設備費用及びランニングコストが格段に高くなり、更に生産性が劣るという問題点がある。
【解決手段】内側から、内管ゴム層2、補強層3、外被ゴム層4を積層して構成された複合ホ−スの製法であって、外被ゴムが2層のパ−オキサイド加硫系ゴムであり、外被ゴムの外側層のゴム4aの最適加硫時間が、内側層のゴム4bの最適加硫時間に対して40〜80%である外被にパ−オキサイド加硫系ゴムを用いた癖付けされたホ−スであり、好ましくは、ホ−スの最内側に更に好ましくは流体不透過性に優れた樹脂層を形成した。
(もっと読む)
キャリアプレートの製造方法およびキャリアプレート
【課題】キャリアプレートの成型の際に発生するプレート体の変形を回避することができるキャリアプレート製造方法およびキャリアプレートを提供すること。
【解決手段】第1の整列方向において互いに隣接するプレート体2の2つの貫通孔5およびこれらに第2の整列方向における同一方向においてそれぞれ隣接するプレート体2の他の2つの貫通孔5からなる4つの貫通孔5の中心によって囲まれる平面方形の範囲30内におけるピン21の外周面と弾性材32との接触面積Aと、前記範囲30内におけるプレート体2の体積Bとの比率A/Bが1.80以下となるように設計されたプレート体2およびピン21を用いること。
(もっと読む)
31 - 40 / 137
[ Back to top ]