
国際特許分類[B29L31/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | パイプ用ジョイントまたはカップリング (21)
国際特許分類[B29L31/24]に分類される特許
1 - 10 / 21
繊維強化樹脂製チーズの製造方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる製造方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの製造方法を、(A)先端を正面視略V字状にカットした円筒管を1個または2個用い、(B)それと接合しうる端面を有する円筒管とを突き合わせて接合し、接合部に繊維補強材を積層状に巻き付け、インフュージョン成形に付して接合部を繊維強化樹脂で囲包し強化するものとする。円筒管(B)には、一部を正面視略V字状に切り欠いたものや、円筒管(A)の正面視略V字状にカットした先端面の片側半分と接合しうる、一部斜めにカットされた端面を有するものや、円筒管(A)のカット面と接合しうる、斜めにカットされた端面を有するものなどがある。
(もっと読む)
繊維強化樹脂製レジューサの製造方法
【課題】口径組み合わせ毎に成形型を必要とすることなく、一つの成形型で所定口径組み合わせに対応することが可能である、簡便な繊維強化樹脂製レジューサの製造方法を提供する。
【解決手段】上記の製造方法を、使用する最大口径から最小口径まで絞り込んだ断面漏斗状のテーパ面を有する円錐台状の成形型本体と、その両端より延出する回転軸とからなる成形型を用意し、この成形型に、その回転軸を回転させながら、フィラメントワインディング法により樹脂を含浸させた強化繊維基材を、成形型を囲包するように巻き付け、樹脂を固化或いは硬化させて成形したのち、脱型して、漏斗状管状体を作成し、次いで、漏斗状管状体の両端にその口径に略合う直管を連接するものとする。
(もっと読む)
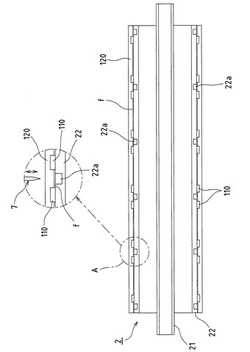
繊維強化樹脂管継手の成形金型およびその成形金型を用いた繊維強化樹脂管継手の製造方法
【課題】一回の成形作業によって複数個の繊維強化樹脂管継手を成形する。
【解決手段】成形金型2の金型本体22を縮径させ、その外周面の設定位置に長手方向に間隔をおいて複数個のシール用ゴムリング110を取り付けた後、金型本体22を拡径させる。その後、成形金型22の回転軸21を回転自在に支持し、少なくとも金型本体22の切断用溝22aをその外周面に離型フィルムfを積層して覆った後、成形金型2を回転させてその外周面に重合性樹脂組成物を含浸させた強化繊維束を巻き付けて積層し、巻き取った強化繊維束に含浸された重合性樹脂組成物を硬化させて繊維強化樹脂層120を成形する。次いで、繊維強化樹脂層120を各切断用溝22aに対応する位置でカッターにて切断して複数個に分割した後、金型本体22を縮径させて分割された各繊維強化樹脂層120を順に脱型する。
(もっと読む)
耐火二層管継手およびその製造方法

【課題】耐火二層管継手の受け口部の内管の外周とモルタルとの間の隙間の形成、および、耐火二層管の製造時および配管施工の際の直管の圧入または叩き込み等の衝撃により、前記内管が膨出変形した場合においても、外管のモルタルの破損等によるモルタル破片の剥離、脱落の防止の改善、さらに、人手によるシートや紙の固定等の煩雑な製造工程の改善が図られた耐火二層管継手およびその製造方法を提供する。
【解決手段】合成樹脂内管継手の受け口部の外周を、熱可塑性材料を含む不織布で被覆した後、該合成樹脂内管継手を割型の金型内にセットし、前記金型注入口から未硬化の耐火水硬性材料を注入した後、脱型し、硬化させることにより、前記合成樹脂内管継手の受け口部14の外周と前記耐火水硬性材料11の間に、不織布層12が設けられた耐火二層管継手1を製造する。
(もっと読む)
等速ジョイント
【課題】射出成形によって3つのボールポケットが空いたケージを成形する等速ジョイントにおいて、過大なトルクがケージに負荷された場合に破断する危険性の高いボールポケットを減らす。
【解決手段】サブマリンゲートで形成されるケージ10の1点の射出成形ゲートを、ケージ外周面のうち、ケージ10の中心軸線方向の位置に関して3つのボールポケット12、12、12の最大径になる位置から反第2軸11側の位置であって、円周方向の位置に関して隣り合うボールポケット12、12の間の壁部に設けることにより、3つある反第2軸11側の端部14とボールポケット12との間の最も狭い部分のうち、少なくとも2つからウェルド部分を外し、破断する危険性の高いボールポケット12を少なくとも2つ減らした。
(もっと読む)
給水湯用の継手
【課題】 強度を容易に保つことができる、給水湯用の継手を提供する。
【解決手段】 継手2は、主管接続口201を有する主筒部2bと、その主筒部2bから側方に延出された枝管接続口202を有する複数の枝筒部2cとを備える。この継手2は、二重成形による合成樹脂成形品であって、筒形状の継手本体3と、その継手本体3の外側をインサート成形により覆う筒形状の外層体4とからなる。そして、継手本体3と外層体4とは、成形によるウェルドラインが生じやすい箇所が互いに異なるように、成形におけるゲート位置3a、4aが互いにずれている。
(もっと読む)
FRPパイプ継手の製造方法
【課題】受け口を要さず、継手の外側を後加工で削る必要がなく、内径の大きな変化がなく肉厚制御が容易で、かつ、十分な強度を有する継手を工業的に製造する方法を提供するを提供する。
【解決手段】補強繊維と熱硬化性樹脂からなるFRPパイプ継手の製造方法において、シール用フィルムを介して連続した補強繊維をコアに巻き付け、更にその外側に外径を規制する外型を配設し、シール用フィルムの両端部を外型に固着してシールし、シール用フィルムと外型に囲まれ、補強繊維を内包する空間を形成させ、該空間内を減圧して、該空間内に熱硬化性樹脂を注入させて成型する方法であって、該補強繊維をコアに巻き付けるに際し、巻き付けられた補強繊維が減圧により吸引され、外型に密着された状態に拡径しうるように余裕を持たせて成るものとする。
(もっと読む)
流体機器の継手の製造方法
【課題】 単一の材料を用いる1回の成形工程で継手の全体を成形し、ホース挿着部の膨出部を含む先端側部分の外面にパーティングラインのバリを生じさせず、オイルのにじみを防止すること。
【解決手段】 流体機器10の接続口11に取着される取着部21と、ホース12の一端が挿着されるホース挿着部22とを備え、ホース挿着部22はホース12が挿着される範囲の中間部に外径の膨出部22Aを設けてなる流体機器10の継手20の製造方法において、ホース挿着部22の膨出部22Aを含む先端側部分の外面を環状の外型32により形成するもの。
(もっと読む)
可撓性管継手の製造方法
【課題】金型などへのセットが簡単にでき、硬度差のある材料を用いても成形後の変形を防止できるとともに、外径をコンパクトにすることができる可撓性管継手の製造方法を提供すること。
【解決手段】両端部に連結部を有する管本体と、この外周に設けられる螺旋状の線状補強部材12とからなり,これら管本体と線状補強部材の硬度が異なる可撓性管継手を製造する場合に、線状補強部材を、螺旋状部と連通するランナー14を介して合成樹脂で一体成形した後、ランナーで線状補強部材を位置決め固定し、管本体を合成樹脂で一体成形する。これにより、線状補強部材の成形に用いたランナーをそのまま残して管本体の成形の際の位置決め固定に利用することで、金型などへのセットを容易とし、しかもランナーによって剛性を高めて成形後の硬度差による変形を防止できるようにしている。
(もっと読む)
レーザー溶着用継手及びそれを用いたパイプ形状品の接続方法
【課題】パイプ形状品の肉厚が厚くなる場合に、レーザー強度を高くしたり、レーザー照射時間を長くしなくても、十分な溶着強度及び耐圧強度が得られる継手形状を考案し、提供すること。
【解決手段】パイプ形状品をレーザー溶着により接合するための継手であって、レーザー光を透過する樹脂部材からなり、パイプ形状品が挿入される部分において、その肉厚が薄いレーザー光を透過させる部分と、肉厚が厚い補強部分とを含む継手。補強部分が継手のパイプ形状品挿入部分に複数の円周環状リブとして形成され、当該複数の円周環状リブの間に円周環状に肉薄のレーザー光透過部分が形成されている継手。
(もっと読む)
1 - 10 / 21
[ Back to top ]