
国際特許分類[B29L31/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 乗物,例.船もしくは航空機,またはその本体部品 (576)
国際特許分類[B29L31/30]に分類される特許
571 - 576 / 576
長尺装飾部材、及びその製造方法
長尺装飾部材W1は、取付け部1と、取付け部1の表面に一体的に形成された加硫済ゴムから成る装飾部3とを備える。装飾部3は、内部で熱膨張した多数のマイクロカプセル6と、装飾部3の表面又はその近傍で破裂したマイクロカプセル6における外側に向けて開口した多数の凹部6aと、前記表面の近くで膨張したマイクロカプセル6が外側に向けて膨出した多数の突出部6bにより粗面化された表面を有する。装飾部3の表面には、少なくとも一つの長手方向及び/又は横方向に沿った凸条及び/又は凹溝が形成されている。  (もっと読む)
(もっと読む)
ガラス入りプロピレンポリマー組成物
強度、剛性、衝撃特性及び溶融強度の改良された組合せを有するガラス入りのカップリングされた耐衝撃性プロピレンコポリマー組成物、それらから製造される製品;並びにその製品の製造方法が開示される。 (もっと読む)
自動車内装用の複合トリム部品の製造方法
【解決手段】自動車の複合トリム部品を製造するために、流動可能な外皮の材料を第1の成形面(4)に塗布し、流動可能な基板の材料を第2の成形面(7)に塗布し、金型(5,8)を閉じて、可撓性外皮層(1)と硬質基板層(2)との間に形成された隙間に、発泡性の材料(3)を加える。可撓性外皮層と硬質基板層とはいずれも、ポリウレタン反応混合物をスプレー吹付することによって製造される。利点としては、硬質基板層を可撓性外皮層に対して位置決めする必要がなく、特に、硬質基板層は別個に製造する必要がなく、従って、製造コストを低減し、トリム部品の品質を高められる。発泡層を作るための成形キャビティを密封するには、可撓性外皮層について、基板層に接触する領域の厚みを充分に確保しておく。両方の金型半体を別々に分けて、異なる生産ラインに沿って外皮層と基板層とを生産することによって、設備及びツールのコストが低減される。 (もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。 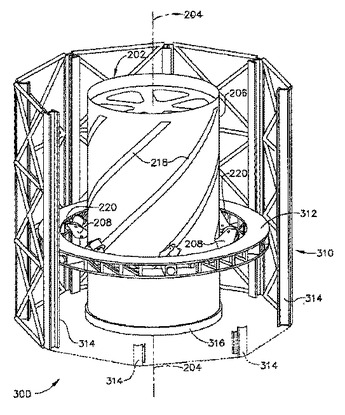 (もっと読む)
(もっと読む)
多色射出成形方法及びその成形装置
ドアパネル等の自動車用多色プラスチック部品(12)を製造するための工作機(10)が、各ショットの合間に金型を開くことのない複数の成形ショットを使用することによって製造される。すり傷、そり、又は収縮のないドアパネルが完成される。パネルを製造する方法は、スペーサ(32)を工作機内部で第1の位置に選択的に配置し、次いで第1の材料を射出することを含む。次いで、スペーサ(32)が第2の位置に進められて内部挿入体を所望の第2のショットの壁厚位置に設定する間、分割線は閉じたままで保持される。次いで、第2のショット材料が、第1のショット部品内の開口を通って射出装置の後部に導入される。この工程は、色及び材料を追加して多色さらに多材料の最終組立体を製作するために、繰り返されることができる。部品(12)は硬化されると取り出され、全工程が完了する。 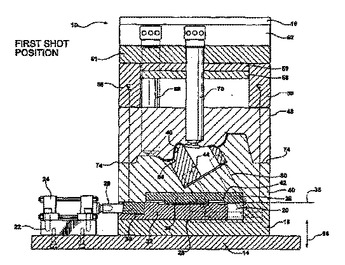 (もっと読む)
(もっと読む)
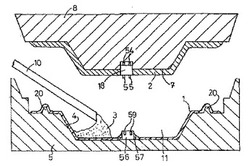
多層プラスチック燃料タンク及びかかるタンクの製造方法
タンクの壁の開口部を閉鎖するスルホン化部品を有する多層プラスチック燃料タンク。スルホン化部品は、タンクとは独立して製造されたものである。かかるスルホン化部品を有するタンクを製造する方法においては、タンク壁を吹込み成形又は圧縮成形によりタンク壁を成形し、タンク壁は、開口部を有し、開口部を包囲するタンクの壁にスルホン化部品を溶接する。  (もっと読む)
(もっと読む)
571 - 576 / 576
[ Back to top ]