
国際特許分類[B29L31/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 乗物,例.船もしくは航空機,またはその本体部品 (576)
国際特許分類[B29L31/30]に分類される特許
1 - 10 / 576
複合充填材を製造する方法及び装置
【課題】信頼性があり、繰り返しが可能で、製造プロセスを自動化することによって人件費を削減する、その長さに沿って可変の断面を有する複合充填材を製造する方法及び装置、また、剛性、強靱性、及び/又は耐亀裂性が向上した充填材が得られる上述した方法及び装置を提供すること。
【解決手段】複合充填材を製造する装置は、少なくとも一つのダイスと、強化プライストリップのスタックをダイスを通して移動させるデバイスを含む。ダイスは、プライストリップのスタックを所望の断面形状へ成形するのに適したダイス周囲面を有する。ダイス面の断面はダイス周囲において変化しうる。
(もっと読む)
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
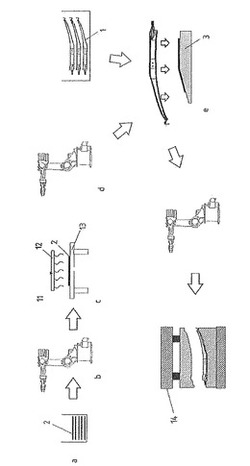
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
自動車部材を製造する方法及び当該方法により製造された自動車部材

【課題】簡単に実施することができる繊維強化材料の製造方法を提供する。
【解決手段】繊維強化材料を、自動車のハイブリッド部材1を製造するために自動車部材中に挿入し、その際、自動車部材の予熱が、補強パッチ8の硬化に使用されるか、または自動車部材と補強パッチ8が熱せられるので、繊維強化材料が硬化し、形状形成の前及び/又は最中及び/又は後に、少なくとも部分的に金属の層10を繊維層上にもたらし、その際、金属の層10が、補強パッチ8の、自動車部材と反対に位置する側に設ける。
(もっと読む)
一体補強された再使用可能な真空バッグ及びその製造方法
【課題】複合部品の積層の圧縮に用いられる真空バッグで、繰り返し使用が可能で、且つ、軽量で取り扱いが容易なタイプを提供する。
【解決手段】部品を処理するための再使用可能な真空バッグは、柔軟性のあるダイアフラム内に概ね剛体のフレームを封入することによって作成される。バッグは室温硬化性RTVシリコンなどのエラストマー材料等を用い、フレームがダイヤフラムの周囲に延在し、ダイヤフラムを密封する為のシールを含んでいる。
(もっと読む)
航空機用ガスタービンエンジンのブレードの製造方法
【課題】厚みがあって中心線回りの捩れの大きい翼形状であっても成形が容易に行うことができる航空機用ガスタービンエンジンのブレード及び大量生産に適した製造方法を提供する。
【解決手段】強化繊維を含み、かつ複数の熱可塑性樹脂をマトリックスとする複数の複合材プリプレグを、平面上に厚さ方向に積層して積層体を形成する積層工程と、前記積層体を加熱及び加圧して平板形状に成形する第一成形工程と、平板形状に成形された前記積層体を再度加熱および加圧して3次元曲面形状の翼片に成形する第二成形工程と、複数の前記翼片を重ね合わせたうえで、加熱及び加圧して一体化し、3次元翼面形状を得る第三成形工程と、を備える。
(もっと読む)
繊維強化プラスチック構造体の成形方法および装置
【課題】積層枚数が異なる領域を複数箇所有する繊維強化プラスチック構造体の成形において、安価な作業コストと高い寸法精度を両立すること。
【解決手段】成形型上に複数枚積層された強化繊維織布を真空バッグで封入し、バッグ内部に液状の樹脂を注入後、硬化制御装置で樹脂を硬化させるプロセスにおいて、積層枚数の異なる領域の少なくとも2箇所以上に、樹脂注入中の強化繊維織布の厚みを測定できる厚みセンサ122,129と強化繊維織布内部の樹脂含浸状態を定量化できる樹脂含浸センサ123,130とを1組で備え、且つ、該積層枚数の異なる領域のそれぞれに連通する樹脂注入経路および真空吸引経路を個別に遠隔操作で開閉できるバルブ116を備え、該厚みセンサの計測値の確認とそれを基にした制御信号の発信、樹脂含浸センサの計測値の確認とそれを基にした制御信号の発信、及び全てのバルブの開閉制御信号の発信を一つの端末から遠隔操作する。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】この発明は、成形型の表面に形成されたゲルコート層の表面に樹脂拡散用の溝を形成して、コア材の表面に形成される樹脂拡散用の溝を不要とし、生産性に優れた繊維強化プラスチック構造体およびその製造方法を得る。
【解決手段】この繊維強化プラスチック構造体の製造方法は、第1樹脂拡散用の溝7aが表面の全面に形成された第1ゲルコート層11aを成形下型10の表面に形成する工程と、第1ゲルコート層11aの表面上に第1強化繊維基材13aおよびコア材2を積層する工程と、第1強化繊維基材13aおよびコア材2を封入するようにバギングフィルム18を成形下型10に取り付け、バギングフィルム18の内部の空気を吸引して減圧する工程と、減圧されたバギングフィルム18の内部に液状の樹脂を注入し、該樹脂を第1強化繊維基材13aおよび第1樹脂拡散用の溝7a内に含浸させ、硬化させる工程と、を備えている。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
賦形成形方法、繊維強化樹脂成形品及び賦形成形型
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法、繊維強化樹脂成形品及び賦形成形型を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
寸法の変化する外郭適合化された複合補強材を製作するための方法および装置
【課題】単一の複合成形材を用いつつ、比較的簡単な工具によって形成されるブレード補強材などの複合補強材を製作するための方法および装置を提供すること。
【解決手段】複合成形材を外郭適合化されたブレード縦通材に形成するための工具装置であって、長さに沿って可撓性とされた長尺パンチと長尺金型を有する。成形材はパンチを用いて押圧されて形成され、成形材は金型に導かれる。パンチおよび金型は、一対の可撓性プレートの間に載置される。プレートと連結されたプレスは、プレートを所望の外郭に曲げることで成形材を外郭適合化する。
(もっと読む)
1 - 10 / 576
[ Back to top ]