
国際特許分類[B29L31/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 乗物,例.船もしくは航空機,またはその本体部品 (576)
国際特許分類[B29L31/30]に分類される特許
51 - 60 / 576
炭素繊維強化複合材料、その製造方法及びそれを用いたエレベータかご
【課題】成形時の樹脂のハンドリング性に優れ、成形後の高い難燃性及び機械的強度を兼ね備えた炭素繊維強化複合材料性を提供すること。
【解決手段】積層された炭素繊維基材に熱硬化性樹脂と水酸化アルミニウム、水酸化マグネシウム、三酸化アンチモン、五酸化アンチモン及び赤燐からなる群から選択される少なくとも1種の無機充填剤とを含有する熱硬化性樹脂組成物を含浸、硬化させてなる炭素繊維強化複合材料であって、炭素繊維強化複合材料全体における熱硬化性樹脂に対する無機充填剤の体積充填率が10体積%以上120体積%以下であり且つ炭素繊維基材の積層厚み方向に上層、中層及び下層に3等分したときに、上層における熱硬化性樹脂に対する無機充填剤の体積充填率が、中層及び下層それぞれにおける熱硬化性樹脂に対する無機充填剤の体積充填率の2倍以上であることを特徴とする炭素繊維強化複合材料。
(もっと読む)
ドア構造モジュール

【課題】ドア構造モジュールを提供する。
【解決手段】本発明は、少なくとも1つのパネルプロフィールが、少なくとも2つの異なるプラスチック構成要素に結合していて、2つのプラスチック構成要素が、二重射出成形(bi−injection−moulding)プロセスにより同時に射出成形される異なるプラスチック材料で構成されていて、この結果、これらのメルトフロントが、互いに接触すると、互いに溶融して、同時に、パネルプロフィールと固定ボンドされる、金属−プラスチック−複合設計(ハイブリッド技術)のドア構造モジュール、好ましくは、自動車のドア構造モジュール、特に好ましくは、自動車ドアまたは自動車テールゲートに関する。
(もっと読む)
表面機能層を有する樹脂成形体の成形方法及びその成形体
【課題】表面機能層を有する樹脂成形体の射出成形による製造を可能とする成形方法を提供する。
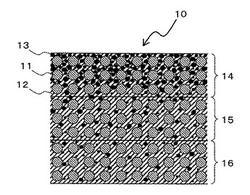
【解決手段】厚みが0.1mm〜2mm、融点が220℃以上であり、かつJISC2318における200℃での収縮率が5%〜40%である表面に機能層を有するフィルム4を、一方の金型1と他方の金型3との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂を射出する工程(工程−1)および成形体よりフィルムを剥がす工程(工程−2)を含む、射出成形による表面に機能層を付与された樹脂成形体の成形方法。
(もっと読む)
強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品
【課題】安価で、かつマトリックス樹脂と炭素繊維束の双方と良好な界面接着性を発現させることができる強化繊維用サイジング剤を提供する。
【解決手段】下記一般式(1)で表される単量体(a)由来の単位および下記一般式(2)で表される単量体(b)由来の単位を有する重合体(A)を含む強化繊維用サイジング剤である。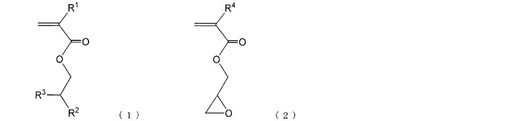
(ここで、R1およびR4は、それぞれ、水素またはメチル基を表す。R2およびR3は、直鎖または分岐構造を有するアルキル基を表し、互いに同一であっても異なっていてもよい。)
(もっと読む)
樹脂成形品、樹脂成形品の成形方法および成形用金型
【課題】材着用と塗装用の樹脂成形品の成形用金型を共通させ、無塗装の場合でも樹脂成形品の耐傷付き性が低下せず、塗装した場合でも樹脂成形品の外観品質が低下しないようにすることを目的とする。
【解決手段】本発明は、表面にシボが成形された樹脂成形品であって、前記シボの深さを3μm以上5μm以下とし、前記シボのピッチを550μm以上750μm以下とし、前記シボのシボ表面の60°グロスを28以上35以下としたことを特徴とする。
(もっと読む)
サーマルスプレッダを使用して複合構造部材を接合する方法及び装置
【課題】複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体に実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法を提供する。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
(もっと読む)
室内灯レンズ
【課題】樹脂使用量が少なく安価に量産でき、面全体に亘って光を拡散透過できる車両の室内灯レンズを提供する。
【解決手段】天然繊維12と熱可塑性樹脂11とを含み、射出成形により得られる。天然繊維12の含有率を30〜40重量%とし、繊維径は100μm以下が好ましい。
(もっと読む)
膨張性材料のコアにより強化された強化ノード構造部及び製品の成形方法
【課題】複雑化した3次元構造物を成形するための製造方法及びその方法に使用されるコア強化材を提供する。
【解決手段】複雑なノード構造部の複合材を成形するための装置及び方法は、CNC下で、前記構造部の各ノードを通るように、鋳型24の各チャネル内に該各チャネルに沿って、一定断面を有する強化材38を繰り返し敷く段階と、かつ前記鋳型を密閉する段階と、前記鋳型に樹脂を注入する段階と、前記樹脂を硬化させる段階と、を有している。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
繊維強化熱可塑性プラスチックおよびその製造方法
【課題】表面に摘み皺の少ない炭素繊維ウェブを用いた場合に力学特性及び品質に優れる繊維強化熱可塑性プラスチック及びその製造方法を提供することを目的とする。
【解決手段】強化繊維ウェブに熱可塑性樹脂を含浸させてなる繊維強化熱可塑性プラスチックにおいて、
前記強化繊維ウェブは、少なくとも強化繊維束(a)と強化繊維束(b)とからなり、前記強化繊維束(a)は繊維長5〜15mm、前記強化繊維束(b)は繊維長5mm未満であり、前記強化繊維束(a)と強化繊維束(b)の強化繊維の繊維径が同一の繊維径を有するとともに、前記強化繊維束(a)を30〜99重量%、前記強化繊維束(b)を1〜70重量%を含んでなることを特徴とする繊維強化熱可塑性プラスチック。
(もっと読む)
51 - 60 / 576
[ Back to top ]