
国際特許分類[B29L31/36]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 電気装置,例.点火プラグまたはその部品 (536) | プラグ,コネクターまたはその部品 (35)
国際特許分類[B29L31/36]に分類される特許
1 - 10 / 35
コネクタ端子への電線の接続方法及び圧着成形型
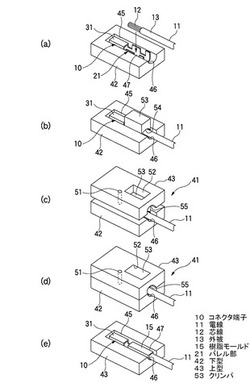
【課題】設備費を抑えつつ容易に自動化して生産性を向上させることが可能なコネクタ端子への電線の接続方法及び圧着成形型を提供すること。
【解決手段】コネクタ端子10を下型42に配置させ、コネクタ端子10のバレル部21に外被13から芯線12を露出させた電線11の端部を配置させる配置工程と、バレル部21へクリンパ53を押し付けて加締めるとともに、下型42に上型43を重ね合わせ、加締めたバレル部21及び電線11の端部の周囲に射出空間を形成し、射出空間へ樹脂を注入してバレル部21及び電線11の端部を覆う樹脂モールド15を成形する圧着成形工程と、を含む。
(もっと読む)
樹脂注型品およびその製造方法

【課題】エポキシ樹脂で注型された絶縁層と埋め込まれる電気部材との接着性を向上させる。
【解決手段】注型樹脂で注型された主絶縁層11と、主絶縁層11に埋め込まれとともに、サンドブラスト処理を施した真空バルブ1の封着金具2、3の周りに設けられる金属キャップ4、7のような電気部材と、この金属キャップ4、7のサンドブラスト処理面に設けられるとともに、主絶縁層11よりも熱変形温度の低い絶縁塗料で設けられた絶縁被膜6、10とを備えたことを特徴とする。
(もっと読む)
グロープラグ制御装置、及び当該グロープラグ制御装置の製造方法
【課題】マルチチップモジュールを金型に固定することなく、当該モジュールのインサート部の周囲を成形材料によって覆うことのできるグロープラグ制御装置及びグロープラグ制御装置の製造方法の提供。
【解決手段】金型20内のキャビティ27にゲート25を通じて充填される成形材料によって周囲を覆われた板状の一次成型部と、一次成型部70に収容されてグロープラグの発熱を制御する制御部40とを備えるGCU100である。一次成型部70においてキャビティ27に開口するゲート25の開口部25aと対向する対向縁部71は、開口部25aに近接するほど板厚の減少する形状である。キャビティ27に充填される成形材料を、対向縁部71に沿って円滑に流動させることにより、成形材料から一次成型部70に作用する抵抗力は、低減される。
(もっと読む)
製品情報を付した電気ケーブル及びその製品情報付加方法
【課題】モールド装置や金型の構造を大幅に変更せず、また、製品情報の刻印工程をモールド成形工程と別途に行うことなく電気ケーブルの樹脂成形部に製品情報を付加する。
【解決手段】機能性部品19を支持ピン51で支持しモールド成形することにより、樹脂成形部13を形成してなる電気ケーブルにおいて、樹脂成形部には、製品情報に応じた支持ピンの組み合わせによる複数の貫通孔15a-hが形成されており、支持ピンの断面形状及び/又は断面の向きを変えることにより、前記複数の貫通孔の組み合わせに複数のパターンを与えることで、製品情報を判別できるようにした。
(もっと読む)
樹脂成形装置
【課題】使用する樹脂の種類や成形部分の形状の違いに拘わらず、成形品を確実に所望の金型に残留させて取り出す。
【解決手段】第1金型、第2金型及び第3金型を接離可能に配置し、第2金型と第3金型の間に基板56を挟持し、第2金型に形成した成形用凹部38と基板56とで形成されるキャビティ内に、第1金型に形成したランナー溝16と、第2金型に形成した縦ランナー孔を介して樹脂を充填することにより、基板56に実装した電子部品を樹脂封止する。第1金型は、ランナー溝16内で固化した樹脂を突き出すランナーエジェクタピン32と、ランナーエジェクタピン32を作動させる第1金型用エジェクタプレートと、を備える。第2金型は、エジェクタプレートに連動し、成形用凹部38で固化した樹脂を突き出す製品エジェクタピン42を備える。
(もっと読む)
コネクタ及びコネクタの製造方法
【課題】本発明は、防水性が向上されたコネクタ及びコネクタの製造方法を提供する。
【解決手段】コネクタ10は、第1合成樹脂材15によって、端子金具12が貫通される基壁13と、基壁13の縁部寄りの位置から基壁13と直交する方向に延びる板状の延出片18と、延出片18から端子金具12側に突出して形成されると共に相手側コネクタと係止する係止部20と、を備えた一次成形部14を成形する第1工程と、一次成形部14を第2合成樹脂材16によって更に成形することにより延出片18及び基壁13に固着する二次成形部17を形成し、一次成形部14と二次成形部17とによってフード部11を形成する第2工程と、を実行することにより製造される。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
絶縁チューブユニット成形用の型および絶縁チューブユニット
【課題】油圧による型締め部が不要であり、装置の小型化が図れる絶縁チューブユニット成形用の成形型および絶縁チューブユニットを提供する。
【解決手段】電力ケーブルの接続部を絶縁処理するための絶縁チューブユニット10を成形するキャビティを有する絶縁チューブユニット成形用の成形型40は、3つ以上のブロック41〜44から構成されており、3つ以上のブロック41〜44は、絶縁チューブユニット10の径方向C1、C2に径方向に沿った分割面で分割されている。
(もっと読む)
樹脂成形部品の製造方法
【課題】リードフレームの変形や位置ずれを抑制するとともに、リードフレーム間を絶縁する絶縁体を構成する材質の選択の幅を広げることが可能な樹脂成形部品の製造方法を提供する。
【解決手段】樹脂成形部品の製造方法は、絶縁シート20を複数のリードフレーム10の各々の間に挟んで積層したインサート部品2を準備する工程と、複数のリードフレーム10の積層方向における、インサート部品2の一方の端面2Aが金型50の内壁50Aに接触するように、インサート部品2を金型50の内部にセットする工程と、金型50の内部において、インサート部品2の一方の端面2Aとは反対側の他方の端面2Bに対向する側から金型50の内部が溶融した樹脂30によって充填されることにより、インサート部品2と樹脂30とを一体化する工程とを備えている。
(もっと読む)
樹脂注型金型
【課題】ボイドなどの絶縁欠陥の生じ難い複数個の注型品を同時に得ることのできる樹脂注型金型を提供する。
【解決手段】所定形状の注型品を得る複数のキャビティー2a、2b、2cと、複数のキャビティー2a、2b、2cに絶縁材料を注入する注入口3および分岐溝4a、4b、4cと、注入口3と対向する側に設けられるとともに、複数のキャビティー2a、2b、2cに繋がったそれぞれの排気溝5a、5b、5cと、それぞれの排気溝5a、5b、5cに繋がった共通樹脂溜り部6と、共通樹脂溜り部6に設けられた排気溝5d、5e、排気室7、浮き子8を有する排気加圧手段とを備えたことを特徴とする。
(もっと読む)
1 - 10 / 35
[ Back to top ]