
国際特許分類[B29L7/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 板状物品,例.フィルムまたはシート (3,923)
国際特許分類[B29L7/00]に分類される特許
1,011 - 1,020 / 3,923
プリズムシート用積層ポリエステルフィルム
【課題】プリズムシートの基材として用いたときに、高い輝度を得ることができ、輝度斑が少なく、かつ、バックライトの輝線を隠蔽することができる、プリズムシート用積層ポリエステルフィルムを提供する。
【解決手段】光拡散層およびそのうえに共押出法で積層された支持層からなるプリズムシート用積層ポリエステルフィルムであり、光拡散層はポリエステルおよび光拡散成分からなる層であり、支持層は二軸配向したポリエステルの層であり、フィルムのヘーズが0.1〜60%であることを特徴とする、プリズムシート用積層ポリエステルフィルム。
(もっと読む)
ポリマーウェブの延伸方法及びポリマーフィルムの製造方法
【課題】フィルムの破断を抑えつつ、ポリマーフィルムを延伸する。
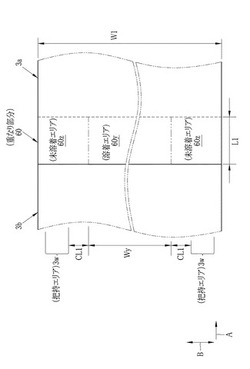
【解決手段】オフライン延伸設備は収納室及びテンタを有する。収納室は先行フィルムロール及び後続フィルムロールを収納する。テンタは、先行フィルムロールから送り出された先行フィルムの把持エリア3wを把持しながら、先行フィルム3aを拡幅する。全ての先行フィルム3aを送り出した後、後続フィルムロールから後続フィルムをテンタへ送り出す。テンタの手前に設けられた接合部では、先行フィルム3aの後端部3axと後続フィルム3bの先端部3bxとを重ね合わせ、重なり部分60を設ける。重なり部分60のうち、把持エリア3wから方向Bの中央部側へ離れた部分に溶着エリア60yを設定する。接合部11は、溶着エリア60yにおいて、接合処理を行う。接合処理を経て、接合されたフィルムは、テンタ部へ送られ、把持エリア3wを把持された状態で、方向Bの両側に延伸する。
(もっと読む)
エチレンー酢酸ビニル共重合樹脂シートの製造方法

【課題】押出成形機内において有機過酸化物とEVA樹脂を安定的かつ定量的に均質に混合させ、品質がすぐれたEVA樹脂シートを長期連続して成形する。
【解決手段】押出成形機を用いて、有機過酸化物を含有するエチレンー酢酸ビニル共重合樹脂のシート状物を製造する方法において、先ず押出成形機最上流部の原料供給口から該樹脂をシリンダ内に投入し、次いで該原料供給口からスクリュー先端までの間のシリンダ内へ液体添加ノズルを用いて有機過酸化物を添加して、前記押出成形機内で前記樹脂と前記有機過酸化物を混合した後、押出成形機先端のダイからゲル分率0%の樹脂を押出す。
(もっと読む)
太陽電池裏面保護シート用白色ポリエステルフィルム
【課題】十分な隠蔽性を備え、フィルム内部でのデラミネーション強度が高く、安定して製膜することができる、太陽電池裏面保護シート用白色ポリエステルフィルムを提供する。
【解決手段】酸化チタン粒子を7〜13重量%含有するポリエチレンテレフタレート組成物からなる白色ポリエステルフィルムであり、フィルムのポリエチレンテレフタレートの数平均分子量が12000〜17000であり、フィルムの初期デラミネーション強度が6N/15mm以上であることを特徴とする太陽電池裏面保護シート用白色ポリエステルフィルム。
(もっと読む)
光学フィルム、及びその製造方法
【課題】 液晶表示装置の偏光板用保護フィルム等に用いられる光学フィルムについて、フィルムの生産速度を上昇させても、同伴空気の巻き込みによる発泡を無くすとともに、膜厚ムラを低減し、滴下されたスケール溶解液の余剰液分の液滴飛散による転写故障がなく、平面性の優れた光学フィルムが得られ、生産効率の高い、しかも品質にもすぐれていて、高速製膜可能な、薄膜かつ広幅の光学フィルムを製造することができる方法を提供する。
【解決手段】 溶液流延製膜法による光学フィルムの製造方法において、主減圧室を有する減圧チャンバの左右両側壁と後壁の外側に、これらの壁との間に所定間隔をおいてそれぞれ外側壁を設けて、減圧チャンバの左右両側部と後部の外側に位置しかつ下方に開口した副減圧室を形成しておき、主減圧室の減圧力よりも副減圧室の減圧力を、−30〜−300Paの範囲で大きくする。
(もっと読む)
ポリ塩化ビニリデン系樹脂ラップフィルムの製造方法
【課題】安全性に優れる天然物抗菌剤を用いた食品包装用ラップフィルムにおいて積年の課題であった抗菌性が長期に渡って持続し、且つ、製造時のパリソン開口性やフィルムの密着性に優れるラップフィルムの製造方法を提供する。
【解決手段】溶融押出しにより得られた、冷却前のポリ塩化ビニリデン系樹脂の管状押出物4の内壁面に、天然物抗菌剤と沸点が200℃以上の多価アルコールとの混合液5を接触させるとともに、外壁面に冷媒を接触させて冷却固化させ、固化させた管状押出物をインフレーション製膜することによって、前記混合液の不揮発成分を前記管状押出物の内壁に付着させる工程を備える、ポリ塩化ビニリデン系樹脂ラップフィルムの製造方法。
(もっと読む)
セルロースエステルフィルムの製造方法
【課題】優れた光学的特性を有するセルロースエステルフィルムの製造方法を提供する。
【解決手段】流延、剥離されたセルロースエステルフィルムを搬送する工程D0、搬送されてきた前記フィルムの幅手端部を把持する工程A、幅手方向に引き延ばす工程B、乾燥を行う工程D1を経て、配向角が幅手方向の何れの測定点においても、平均配向角の角度から±2°以内で、フィルム面内のリターデーション(Ro)分布が5%以下あるセルロースエステルフィルムを製造するセルロースエステルの製造方法において、前記工程D0にテンションカットロールを設けて、フィルム雰囲気温度20℃〜70℃、幅手方向での当該温度の分布を±5℃以内とし、張力30N/m〜300N/mでフィルムを搬送して、工程D0終点での貧溶媒質量/(良溶媒質量+貧溶媒質量)×100(%)が95質量%〜15質量%に調整するセルロースエステルフィルムの製造方法。
(もっと読む)
エンボス転写用熱可塑性樹脂シート、熱可塑性樹脂製エンボスシート、および、熱可塑性樹脂製エンボスシートの製造方法
【課題】高転写率の熱可塑性樹脂製エンボスシートを製造できるエンボス転写用熱可塑性樹脂シートを提供する。
【解決手段】エンボス転写用熱可塑性樹脂シート11は、熱可塑性樹脂製の基材層11Aと、この基材層11Aに積層する転写面層11Bとを備えた積層構造である。転写面層11Bは、ガラス転移点(Tg)が、基材層11AのTgよりも1℃以上低い構成とするか、易滑性添加剤を含有させた構成とするかの少なくともいずれか一方とする。基材層11Aは、Tgが50℃以上200℃以下とする。転写層11Bの表面にエンボスパターンを転写することで、熱可塑性樹脂製エンボスシートを製造する。
(もっと読む)
光学用フィルムのフィルムロール
【課題】フィルムロール上の位置による熱収縮率の相違が少ない光学用フィルムのフィルムロールを提供する。
【解決手段】ポリエチレンテレフタレートからなる厚み35〜250μmの二軸延伸フィルムである光学用フィルムのフィルムロールであって、フィルムロール上の配向角の最大値が30〜50°、フィルムロールの端から巾方向に40cmごとに測定点を設けたときの各測定点での150℃30分間常圧放置時の巾方向熱収縮率の最大値TDMAXと最小値TDMINとの差が0.1%以下かつ同条件での縦方向熱収縮率の最大値MDMAXと最小値MDMINとの差が0.1%以下であることを特徴とする、光学用フィルムのフィルムロール。
(もっと読む)
溶液製膜方法
【課題】黒帯故障の発生を抑えつつ、フィルムを製造する。
【解決手段】流延ダイ21に設けられるスリットから流延ドラム22に向けてドープ28を吐出する。流延ドラム22には流延膜40が形成する。剥取ローラ24は、流延ドラム22から流延膜40を剥ぎ取り、湿潤フィルム44とする。湿潤フィルム44は乾燥処理によりフィルム50となる。ナーリング付与ローラ62により、フィルム50の幅方向両端にはナーリング加工が施される。膜厚測定装置64はフィルム50の厚みを測定する。コントローラ37は、幅方向におけるフィルム50の厚み分布を読み取り、所定の厚み条件を満足しない部分があるか否かを判定する判定処理を行う。判定処理により、所定の厚み条件を満足しない部分がある場合には、コントローラ37は該当部分に対応するスリットの幅を調節する。
(もっと読む)
1,011 - 1,020 / 3,923
[ Back to top ]