
国際特許分類[B30B15/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | プレス機の細部または付属具;プレス加工に関連する補助的手段 (1,036) | ダイス;そのための挿入片;据付装置;モールド (142)
国際特許分類[B30B15/02]に分類される特許
51 - 60 / 142
ダイクッション装置及びプレス機械
【課題】上金型がワークに接触する際のワークへの衝撃を緩和させることができ、さらに、これまで利用されていたエア式のクッションシリンダを利用して、設置コストを安価とすることができる。
【解決手段】
上金型との間でワークを挟持するブランクホルダ11と、クッションピン12を介してブランクホルダ11を支持するダイクッションパッド13と、ワークが上金型と下金型とに挟み込まれ絞り加工されている際にダイクッションパッド13を弾性的に支持するエア式のクッションシリンダ14と、ダイクッションパッド13を昇降自在に支持するラックアンドピニオン機構20とを備え、ダイクッションパッド13とエア式のクッションシリンダ14との間には、上金型がワークに接触する寸前にダイクッションパッド13をラックアンドピニオン機構20にて降下させる降下用空間Cが設けられている。
(もっと読む)
金型交換設備

【課題】金型交換設備を設けてもプレスラインのレイアウトの自由度を高くすることができ、金型交換の自動化を促進することができる金型交換設備を提供する。
【解決手段】鍛造プレス1と、鍛造プレス1に対してビレットおよび鍛造品の搬送を行う機器を備えたプレスラインにおける金型交換設備であって、
鍛造プレス1の前方に設けられ、プレスラインにおけるビレットおよび鍛造品の搬送方向と交差する方向に沿って配設された一組のレール対11,12と、各レール対11,12上にそれぞれ設けられた2台の交換台車13,14とを有する金型交換装置10を備えており、一組のレール対11,12は、鍛造プレス1の前方位置において一端部同士が互いに交差しており、かつ、鍛造プレス1から離間するに従って互いの距離が離れるように配設されている。
(もっと読む)
リニアモーター式加圧ポンプ及びそれを備えたダイクッション装置
【課題】十分な上方付勢力を発揮できるリニアモーター式加圧ポンプ及びそれを備えたダイクッション装置を提供する。
【解決手段】本体容器1と、本体容器1の内壁に沿って移動可能な可動体2と、本体容器1の内部に連通するように接続されたシリンダ3と、シリンダ3に設けられた固定子7と、シリンダ3の内壁に沿って摺動するピストンヘッド4と、ピストンヘッド4に取り付けられたピストンロッド5と、ピストンロッド5に接続された移動子8と、を備え、作動液Lが本体容器1及びシリンダ3に共通して収容されると共に可動体2及びピストンヘッド4により密閉されており、シリンダ3の断面積が可動体の面積より小さく、且つ固定子7及び移動子8でリニアモーターを構成し、リニアモーターを駆動し、ピストンヘッド4がピストンロッド5を介してシリンダ3内をスライドし、シリンダ3に収容された作動液Lが本体容器1に流出入して、可動体2を移動させる。
(もっと読む)
プレス型の粉塵除去装置
【課題】自動車用ドアのヘミング加工において、ヘミング型周辺では粉塵等が浮遊しており、これが原因でいわゆるヘム凹が発生しやすい。このため、従来は定期的に清掃を行い、またヘム凹が発生した場合には作業者が手作業で修正しており、本発明ではこれらの工数を低減することを目的とする。
【解決手段】ヘミング型1の周囲に水路11を配置して水流Wを循環させる。この水流Wによって周辺の空気の流れを発生させて粉塵を水流Wに捕捉する。これによりヘミング型1周辺に浮遊する粉塵を大幅に低減する。
(もっと読む)
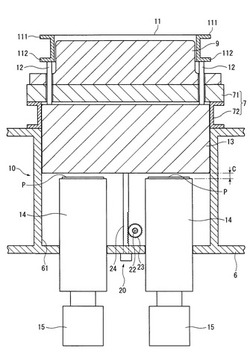
プレス金型の芯出し装置およびそれを用いたプレス金型の芯出し方法
【課題】金型の実装時においても芯出し精度が維持されるプレス金型の芯出し装置およびそれを用いたプレス金型の芯出し方法を提供する。
【解決手段】上型基板P2に装着されて芯ずれを計測する芯ずれ計測部10と、下型基板D2に装着されて芯ずれが計測される芯ずれ被計測部20とを備え、計測部10の第1および第2計測具12,13により、第1および第2計測具12,13に対応させて被計測部20に配設された第1および第2被計測具22,23の位置ずれを計測して、下型基板D2の位置ずれを算出してその位置を修正し、下型基板D2と上型基板P2との芯出しをなす。
(もっと読む)
ダイセットおよびその金型実装方法
【課題】サブガイドを設けることなく金型の位置決めを高精度になし得るダイセットおよびその金型実装方法を提供する。
【解決手段】下型ホルダ1と、上型ホルダ2と、ガイドポスト3と、ガイドブッシュ4とを備えてなるダイセットDであって、下型ホルダ1に位置調整基板5を備え、その位置調整基板5を芯出し装置100による位置調整後に上型ホルダ2に上型をセットし、位置調整基板5に下型をセットする。
(もっと読む)
プレス成形治具およびプレス被成形物の製造方法
【課題】複数の被成形物を同時にプレスするとともに、各被成形物に加わるプレス圧を均一にするプレス成形治具およびプレス被成形物の製造方法を提供する。
【解決手段】プレス成形治具10は、下金型20、中金型30および上金型40を積層方向に配設している。下金型20は枡形をしており、中金型30および上金型40が枡形の凹陥部23内を積層方向に移動可能となっている。そして中金型30および上金型40には、その側面から外方に向けて出っ張った凸型嵌合部34,44が設けてある。また下金型20には、これの側壁部22に積層方向の切り込みを設けて、この切り込みに凸型嵌合部34,44が入れられる凹型嵌合部25が設けてある。さらに上金型40の上面には、その重心位置に突起部41が設けてある。そして被成形物は、下金型20の上面と中金型30の上面に配置される。
(もっと読む)
成形装置
【課題】簡単な構造により下型の落下衝撃を防止し、耐久性を向上して安価に製造すること。
【解決手段】成形装置は、搬送装置5に支持された下型2を型締めシリンダ3のピストンロッド4により上下移動させることで、上型1と下型2を型締め及び型開きして成形を行うよう。下型2に下方へ延びる支持ロッド2aが設けられ、この支持ロッド2aが、搬送装置5を下方へ貫通して上下移動可能に設けられる。支持ロッド2aの下端には、ピストンロッド4が当接可能に設けられる。搬送装置5には当接部材12が設けられ、ピストンロッド4には、回動アーム13が設けられる。ピストンロッド4の移動により回動アーム13に当接部12が圧接することで、支持ロッド2aとピストンロッド4が回動アーム13により連結される。その後、型開き工程で、成形品が上型1から離型するまで、当接部材12と回動アーム13が圧接し続けるように構成される。
(もっと読む)
プレス機械
【課題】高速せん断加工とプレス加工とを連続的に行なえるようにする。
【解決手段】静止部側に下型とせん断加工部(固定刃・移動刃)と素材位置決め手段をこの順で配設しかつ増速変換装置を設け、昇降部側にせん断用原加圧部およびプレス用加圧部を設け、増速変換装置を入力された低速原加圧力を高速従加圧力に増速変換可能かつ高速従加圧力を移動刃に出力可能に形成し、最初に高速従加圧力を移動刃に付与して連続素材の所定部分(プレス加工済部分を含む。)を高速せん断加工して単品素材(製品)を生産しかつこの後に上型に低速プレス加圧力を付与して連続素材の他の所定部分にプレス加工可能に形成されている。
(もっと読む)
プレス成形装置
【課題】プレス成形時における成形荷重を安定させて、より一層高精度なプレス成形品を得ることにある。
【解決手段】クッションプレート36の孔部40内に収納されると共にクッションピン38の下端部に当接するように設けられ、成形初期に発生する成形荷重を吸収するクッション部材42を備え、前記クッション部材42は、単一のボデイ52と、前記ボデイ52の室内に直列状に配設された第1ピストン56a及び第2ピストン56bと、前記第1ピストン56aを押圧するエアが供給された第1圧力室62aと、前記第2ピストン56bを押圧するエアが供給された第2圧力室62bとを有する。
(もっと読む)
51 - 60 / 142
[ Back to top ]