
国際特許分類[B30B15/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | プレス機の細部または付属具;プレス加工に関連する補助的手段 (1,036) | ダイス;そのための挿入片;据付装置;モールド (142)
国際特許分類[B30B15/02]に分類される特許
61 - 70 / 142
プレス機械のダイクッション装置及びダイクッションの動作制御方法
【課題】サイクルタイムを短縮するとともにダイクッションの駆動源を小型化できるダイクッション装置及びダイクッションの動作制御方法を提供する。
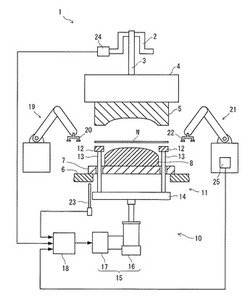
【解決手段】ダイクッション11の上下位置を位置検出器23(第1検出手段)により検出し、出側ワーク搬送装置21の把持部22の上下位置を高さ検出器25(第2検出手段)により検出し、これらの検出データに基づいて、把持部22がワークWを把持して上昇する間、ダイクッション11を、ブランクホルダ12の上面と把持部22との高さ方向の距離が所定値以上を保つように上昇させることにより、ダイクッション11と出側ワーク搬送装置21との機械的干渉を防止することができ、ダイクッション11を従来よりも早いタイミングでロッキングを終了させ上昇させることができる。
(もっと読む)
プレス機械

【課題】ボルスタ厚みを増すことなく、大きなプレス加圧によるボルスタの撓みを防止できるプレス機械を提供する。
【解決手段】キャリア17がプレス機械10の内部に位置する場合に、ベッド11の上面11bの上方に位置するボルスタ9の第1部分は、キャリアを介して上面11bにより下方から支持されるとともに、ベッドの内部空間14の開口14aの上方に位置するボルスタの第2部分は、ベッドの内部空間に設けられた支持手段16により下方から支持される。
(もっと読む)
プレス加工方法及びプレス加工装置
【課題】シワ押え部材によりダイス型との間にプレス素材を挟んだ状態でプレス成形を行うとともに、シワ押え部材に作用する複数のクッションピンによってシワ押え荷重を均圧化させる構成において、比較的大型のプレス加工装置であっても、シワ押え荷重の安定領域であって広い均圧領域を確保した状態で小さな型を用いることができ、装置の稼動率の向上や汎用性・生産性の向上を図ることができるプレス加工方法及びプレス加工装置を提供すること。
【解決手段】複数のクッションピン7のうち、シワ押えリング6(シワ押え部材)にクッション荷重を付与するクッションピンとは別のクッションピンに作用してシワ押え荷重を受けるダミーリング21(荷重受け部材)を用いることにより、シワ押え荷重を、ダミーリング21にクッション荷重を付与するクッションピンとは別のクッションピンに分配させる。
(もっと読む)
プレス加工装置
【課題】受圧板における磨耗劣化の発生を少なくできるプレス加工装置を提供する。
【解決手段】本発明は、パンチ3の基端側を受圧板5の受圧面51で支持した状態で、パンチ3の先端部31をワークWに押圧させるプレス加工装置を対象とする。受圧板5の受圧面51に、パンチ支持台部6が突出するように形成されるとともに、そのパンチ支持台部6に、パンチ3の基端面32に接触するパンチ支持面61が設けられる。パンチ支持面61の大きさが、パンチ3の基端面32の大きさ以下に設定される。
(もっと読む)
ダイクッション機構の制御装置
【課題】機械特性が変化する場合でもダイクッション機構を高精度で制御する。
【解決手段】ダイクッション機構とスライドとの間の力に応じて変位するバネ要素と、力を指令する力指令手段と、力を検出する力検出手段と、力指令手段が指令した力指令値と力検出手段が検出した力検出値とに基づいてサーボモータの速度指令を作成する速度指令作成手段とを具備し、速度指令作成手段においては、力指令値と力検出値との間の差から定まる力偏差に力ゲインを乗ずることにより速度指令が作成されており、スライドおよびダイクッションの間に作用する力の指標から定まるバネ要素のバネ定数相当量に基づいて力ゲインを変更するようにしたダイクッション機構の制御装置が提供される。力の指標は力指令値または力検出値である。力の指標の代わりに、バネ要素の変位量またはダイクッション機構の位置に応じてバネ定数相当量を定めるようにしてもよい。
(もっと読む)
プレス装置及びプレス加工方法
【課題】エネルギー(プレス荷重)の損失が抑制されるプレス装置を提供する。
【解決手段】ボルスタ7を載置するボルスタキャリア9の枠部11の内側に、十字状に形成されるリブ12が形成されて、該リブ12の交差部C1が、ベッド10のダイクッション収容部13の中央に立設された支柱14によって支持される。これにより、ボルスタ7の中央が、ボルスタキャリア9のリブ12の交差部C1を介して支柱14によって支持されて、プレス荷重によってボルスタ7の中央が凹状に撓むのが防止される。これにより、ボルスタ7の変形(撓み)に消費されるプレス荷重(エネルギー)が削減されて当該プレス荷重の損失が抑制される。
(もっと読む)
プレス装置
【課題】 互いに同軸に配置され、高い圧力によってのみ相互に移動可能となっている2つの部材を相対的に軸方向に移動させるためのプレス装置を提供する。
【解決手段】 1つの固定加圧プレートと、油圧シリンダーにより案内され該固定加圧プレートとの関連で軸方向に移動自在な1つの加圧プレートとを有すると共に、被加圧部材の周りに配置されるインサートを有する。このインサートは圧締めドアにより閉じた状態に保持され、この圧締めドアはプレス装置の可動部に蝶着されている。油圧シリンダーは圧力中心にできるだけ近くに、すなわち、加圧されるべき前記部材の軸に近づけて配置される。
(もっと読む)
熱プレス用耐熱クッションシート材および熱プレス成形方法
【課題】 高温下でのプレス機への焼付き現象が起きず、プレス作業性を向上させることができる熱プレス用耐熱クッションシート材を提供する。
【解決手段】 無機繊維不織布シートからなるクッション基材の全面を、自己発塵を防止し得る無機繊維不織布シートの表被材により被包して実質的に無機物のみから構成されることを特徴とする。
(もっと読む)
ガススプリング用冷却装置並びに金型装置
【課題】ガススプリングに加えて金型部品も冷却できるようにした省スペースで低コストのガススプリング用冷却装置を提供する。
【解決手段】ガススプリング9のシリンダ91とこれに外挿される外筒94との間に通気路95を画成し、ボルテックスチューブ14で生成される低温空気を通気路95に冷却空気として供給し、ガススプリング9を冷却する。通気路95の下流端の噴出口96からガススプリング9のピストンロッド92の突出方向に向けて冷却空気を噴出させ、ピストンロッド92に連結される第1金型部品8を冷却する。また、第1金型部品8が摺動自在に嵌合する第2金型部品7の冷却用通気路17を設け、噴出口96から噴出された冷却空気を通気路17に導いて、第2金型部品7も冷却する。
(もっと読む)
プレス機械の金型交換方法及びプレス機械
【課題】金型交換に要する時間を大幅に短縮することができるプレス機械の金型交換方法を提供する。
【解決手段】サーボモータを制御することにより任意の位置にスライドを位置決め可能なプレス機械(サーボ駆動式プレス機械)において、金型交換に必要な範囲内でスライドを動かすことにより、スライドの移動に要する時間を短縮する。また、スライド調整機構を動作せず、サーボモータを制御してスライドを位置決め制御し、スライドを金型交換に適した高さに移動することにより、スライド調整機構の動作を省略し、金型交換作業を迅速化する。
(もっと読む)
61 - 70 / 142
[ Back to top ]