
国際特許分類[B31B1/64]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 特定の作動をする点を特徴とする箱,カートン,封筒または袋を製造する機械類 (1,126) | 向かい合う面または端縁を結合するもの;テープを貼ること (276) | 熱または圧力を加えることによるもの (180)
国際特許分類[B31B1/64]の下位に属する分類
高周波電気で加熱するもの (6)
国際特許分類[B31B1/64]に分類される特許
101 - 110 / 174
印刷付き袋作成装置
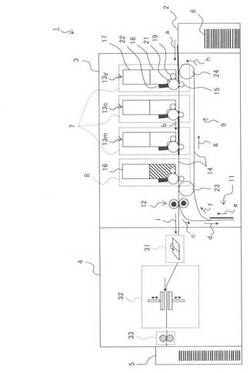
【課題】シート状の袋材に所望の印刷を施し且つ袋状に形成する印刷付き袋作成装置を提供する。
【解決手段】給紙装置2から給送されるV折りのシート状袋材6はシート搬送部9で搬送され、印刷及び接着剤塗布装置3の印刷部7で宛名と差出人名を印刷されて定着部12で定着後、シート面反転装置11で反転され、裏面に再び印刷部7で秘匿情報を印刷され、続けて樹脂粉体塗布部8で接着用の樹脂粉体を二辺(二つ折り平行二方綴じのとき)又は三辺(二つ折り鉤型綴じのとき)の縁部に塗布されて定着部12で定着され、シート折り部31でV折りされ、圧着部32で熱圧着されて樹脂粉体塗布部を接着されて袋状となり、排出部33により袋収容装置5に収容される。
(もっと読む)
製袋ユニットおよび製袋方法

【課題】一対の帯状フィルムとこの間に介挿された側材とからなるフィルム組合せ体に対して側方ヒートシールを行う際に、帯状フィルムと側材との間に空気溜まりが形成されることがなく、このことにより帯状フィルムと側材との間のヒートシールを適切に行うことができる製袋ユニットおよび製袋方法を提供する。
【解決手段】製袋ユニット1において、フィルム搬送装置30の近傍に穿孔機40が設けられている。この穿孔機40はフィルム組合せ体のうち少なくとも一つの帯状フィルムF1における側材Sが当接すべき箇所、すなわち袋体Wが形成されるべき箇所の側縁部に予め穿孔を行うようになっている。フィルム組合せ体における袋体Wが形成されるべき箇所の側縁部においてヒートシールが行われる。
(もっと読む)
連続ポリ袋の製造方法
【課題】「手提げ部」を有する複数のポリ袋が帯状に連なった連続ポリ袋を簡単かつ安価に製造する。
【解決手段】本発明に係る連続ポリ袋の製造方法では、まず、筒状プラスチックシート30の幅方向両側部を内側へ谷状に折り込むことによってガセット18を形成する。続いて、ガセット18が形成された部分を幅方向へ線状に熱溶着することによって手提げ部22の上端部を構成する溶着部22bを形成するとともに、筒状プラスチックシート30を幅方向全長に亘って線状に熱溶着することによって袋底20を形成する。そして、筒状プラスチックシート30のガセット18が形成された部分を筒状プラスチックシート30の表面に折り重ねることによって、ガセット18の谷底部18aを筒状プラスチックシート30の幅方向両側端に配置する。その後、筒状プラスチックシート30の幅方向両側端を部分的に打抜いてガセット18の谷底部18aに窓22cを形成することによって環状の手提げ部22を形成する。
(もっと読む)
シール条件算出方法、シール条件算出装置及び製袋機
【課題】適切な内面到達温度となる加熱体温度、シール時間といったシール条件を、迅速にかつ容易に算出でき、生産効率、生産コスト、品質を向上するシール条件算出方法、シール条件算出装置及び製袋機を提供する。
【解決手段】3つのシール条件(内面到達温度、熱板設定温度、シール時間)をそれぞれ座標軸とした座標空間に、3点A,B,Cの3つのシール条件の実測値に基づいて定義されるシール条件平面、テーブルを作成し、入力された内面到達温度に基づいて、シール条件平面、テーブルから熱板設定温度、シール時間を選択した。
(もっと読む)
製袋機
【課題】フィルム基材を熱圧着させるための適正なシール条件を求め、シール強度の十分な袋状の製品を作製することができる製袋機を提供する。
【解決手段】重ね合わせたフィルム基材を熱板によりシール加工して袋状の製品を製作する機構部30、及び、機構部30を統括制御する制御部40を備えた製袋機10であって、フィルム基材のシール特性データ及び機構部を作動させる作業条件データを入力する入力部21と、入力部21と接続され、入力部21に入力されたシール特性データ及び作業条件データに基づいて、シール条件を演算して制御部40へ演算結果を出力する演算部22とを備える。
(もっと読む)
熱可塑性樹脂の袋を製造、充填する装置
【課題】熱可塑性ザックを製造、好ましくは更に、充填、シールする装置を提供する。
【解決手段】上記装置は、熱可塑性樹脂のインフレートフィルムウエブ5を前方に間欠的に引き、そしてインフレートフィルムウエブ5を、その前端に横溶着部を作り且つ把持・搬送機構より上でインフレートフィルムウエブ5を切断して管状セグメント21にする横方向溶着・横方向切断機構の中に上下方向に垂らして供給するための前方引きユニット6を有する。インフレートフィルムウエブ5の前端を、迅速に、しかもぐにゃぐにゃして一方の側にそれることなしに、横方向溶着・横方向切断機構の中に通して伸ばし垂らし位置にするために、インフレートフィルムウエブ21の供給経路と平行な壁が設けられ、壁の上方又はこの壁の頂部領域で、供給方向に面したブローエアノズルが壁と供給経路との間に設けられる。
(もっと読む)
プラスチックフイルムの製袋方法
【課題】プラスチックフィルムからなる上下2層の胴材を適切に熱接着することが出来る製袋方法を提供する。
【解決手段】製袋方法の熱接着具4,5を上下運動さす方法において、2つのアーム6a、6b、7a、7bを動かし、熱接着具4,5を上下運動さす。さらに、上記アーム6a、6b、7a、7bを圧着バネによって、熱接着具の圧着圧力を調整するバネ8が付けられている。
(もっと読む)
軟包装袋容器用フィルムの貼合方法
【課題】煩雑な製袋設備及び方法を用いないで、容易に製袋でき、かつ、引張強度が高い、液体、固体、粉体、粒状体等を収納包装する軟包装袋容器の軟包装用フィルムの貼合方法及びその貼合方法によって形成した軟包装袋容器。
【解決手段】内側に溶着層を向かい合わせにした2枚の片面に溶着層を施したフィルムの間に、さらに、互いの溶着層と接する溶着層を有する接着フィルムを入れた状態、好ましくは、使用する接着フィルムは片面に溶着層を有するものであり、外側に溶着層が現れるように折り返して、向かい合ったフィルムの間に入れた状態で、合掌貼りと同様に向かい合ったフィルムの外側からヒーターで溶着を行なう。この方法を用いると、製袋方法が簡便になるだけでなく、2箇所で溶着が行なわれ、いずれも封筒貼りと同様な貼り合わせとなり、引張強度が高い容器を提供できる。
(もっと読む)
紙容器の成形方法
【課題】ポリプロピレン樹脂製のコート層が設けられた素材に適した紙容器の成形方法を提供する。
【解決手段】内面に樹脂コート層が形成された紙製の胴部3の底端部3aの内側に、内面に樹脂コート層が形成されかつ外周に筒状の折り返し部6aが設けられた紙製の底板6を接合する紙カップ10の成形方法において、胴部3の底端部3aの内側に底板6を配置した状態で、底端部3aの内周面のうち、折り返し部6の外周面に対する接合部分をホットエアにより加熱し、次いで、底端部3aの内周面のうち、折り返し部6aの内周面に対する接合部分をフレームにより加熱する。
(もっと読む)
クリアケースの成形方法
【課題】熱溶着の際中子を用いないで熱溶着できるクリアケースの成形方法を提供する。
【解決手段】筒状の箱本体を構成するブランク1の側面5と後面2を、側面3及び前面4の上側に折り畳むとともに、後面2の端縁部2aを側面5の端部5aに設けた熱溶着用フラップ6の上側に重ね合わせた3枚重ねに折り畳まれた状態で熱溶着ステーションに搬送される。そして、ヒータブロック33の下降により、熱溶着ヒータ32が後面2の端縁部2aと熱溶着用フラップ6及び前面4の3枚重ね部分を、所定時間押圧して該後面2の端縁部2aと熱溶着用フラップ6の板厚の中間部分までを熱溶着する。
(もっと読む)
101 - 110 / 174
[ Back to top ]