
国際特許分類[B60R13/06]の内容
処理操作;運輸 (1,245,546) | 車両一般 (234,424) | 他に分類されない車両,車両付属具,または車両部品 (56,583) | 車体の仕上,標識,装飾のための部材;広告目的のための配置または適用 (3,527) | 防水線条 (552)
国際特許分類[B60R13/06]に分類される特許
41 - 50 / 552
ウェザストリップ
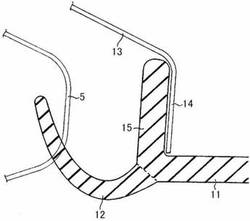
【課題】ドア開口縁部のフランジに差込まれるウェルト部や芯金、更には内装トリム端を覆うカバーリップをなくし、ウェルト部をなくしてもフランジが露出することがないようにすると共に、内装トリムが位置ずれすることがないようにする。
【解決手段】内装トリム11にフランジ14を超えて該フランジ14の車外側側面に沿う鉤状部15を一体形成する。鉤状部15の付根にドア閉時にドアに弾接するリップ状のシール部よりなるウェザストリップ12を前記鉤状部15に一体形成するか、或いは両面テープにより一体化する。
(もっと読む)
ウェザストリップ用の芯金

【課題】ウェザストリップのトリム部にインサートされる芯金を軽量化し、フランジに挿入して取付ける際、フランジが肉厚であっても芯金の幅を広げることなく、トリム部の開口を広げ易くすることにより挿入し易くする。
【解決手段】芯金11は、センターコア3aと、該センターコア3aの両側にコア3aの長手方向に一定間隔で平行に形成される骨片3bとよりなり、センターコア両側の骨片3bは一つ置きにコア両側で互い違いになるように形成されている。ウェザストリップは芯金11をインサートして押出成形後、センターコア3aが互い違いに隣合う骨片間で破断されて骨片3bがL形状に個々に分離され、拡開し易くする。
(もっと読む)
見切りシール取付構造
【課題】 自動車の固定ガラスとドアアウターパネルとの間の隙間に、見切りシールを容易に取付けることができると共に、取付け後の組付き性および見栄えに優れ、かつ、製造コストが廉価な見切りシールの取付構造を提供する。
【解決手段】 ドアアウターパネル2の端部と固定ガラス3の端部との間に形成される隙間Gに、見切りシール1の基部10を圧入して取付ける取付構造において、基部10を、隙間Gの奥行き方向に沿って延びる平板部と、平板部の両端部のそれぞれから、ドアアウターパネル2に向かって斜め方向に延びて先端部同士が連結され、平板部とで空洞部15を形成する第一傾斜部および第二傾斜部を設けて形成する。
(もっと読む)
発泡ゴム成形体及びその製造方法
【課題】ゴム弾性の低下、及び圧縮永久歪みの発生を抑制することのできる発泡ゴム成形体及びその製造方法を提供する。
【解決手段】自動車ドアの周縁に取着される発泡ゴム成形体としてのドアウエザストリップは、EPDMを主成分とし、発泡剤としてマイクロカプセルを使用した発泡形態のスポンジゴムにより形成されている。スポンジゴムの内部にはマイクロカプセルの膨張により気泡空間50が多数形成される。また、各気泡空間50の内部には、発泡剤として用いられたマイクロカプセルの殻52が球体形状を維持しないで残存している。殻52はその全体が気泡空間50の内面50aとは完全に密着せずに、気泡空間50の剛性を低下させている。
(もっと読む)
自動車用ルーフサイドウエザストリップ
【課題】サッシュレスドアタイプの自動車において、車体開口部周縁に確実に取り付けられて、自動車の軽量化に貢献するルーフサイドウエザストリップを提供する。
【解決手段】ルーフサイドウエザストリップ10は、スポンジ材で形成され、取付基部20とシール保持部30と中空シール部60とシールリップ部50を有する。シール保持部30は、シール保持部第1壁31とシール保持部第2壁36とから断面略三角形に形成され、内部に中空部38が形成され、中空部38には補強リブ部40が形成される。取付基部20は、車体開口部周縁6に両面接着テープ26で取付けられる。
(もっと読む)
ウエザストリップ
【課題】軽量化等を図りつつ、コストや工数の増大を抑制することのできるウエザストリップを提供する。
【解決手段】ウエザストリップ5は、断面略コ字状をなすソリッドEPDM製の本体部21と、本体部21の各側壁部22、23の先端部から開口部4の外周側に延出形成されたスポンジEPDM製の延出壁部25、26とを具備し、開口部4周縁に沿って設けられたフランジ部43に取付けられるインサートレスのトリム部11と、車外側側壁部23から車外側延出壁部26にかけて形成された中空形状のシール部12と、車内側側壁部22の先端部近傍から延出してフランジ部43に圧接するソリッドEPDM製の車内側保持リップ13とを備える。トリム部11のフランジ部43への取付方向において、車外側の側壁部23及び延出壁部26は、シール部12の形成範囲内に位置し、車内側保持リップ13は、車外側側壁部23の先端部よりも開口部4の内周側に位置する。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、スライディングルーフの周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面15cを成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面15cの周方向に沿った長さが、当該内周面15cの周長の30%となるように形成されている。
(もっと読む)
自動車用スライディングルーフウエザストリップ
【課題】取り付けが容易で、スライディングルーフパネルと車体ルーフ開口部との間をシールする自動車用スライディングルーフウエザストリップを提供する。
【解決手段】スライディングルーフウエザストリップ40はトリム部50と中空シール部60とシールリップ部70を有する。中空シール部60は、中空シール部第1側壁61と中空シール部第2側壁62とから構成される。中空シール部第1側壁61は、トリム部50の車外側側壁51に対してトリム部50の開口側に傾斜して斜めに形成される。中空シール部第2側壁62は、車外側側壁51に対して略垂直に形成されて中空シール部60は断面略三角形に形成される。シールリップ部70は、中空シール部第2側壁62の根元から連続して一体的に形成される。中空シール部60とシールリップ部70はスポンジ材で形成される。
(もっと読む)
ウエザストリップ
【課題】シール部に凹みが形成されることによる外観品質の低下を抑制することのできるウエザストリップを提供する。
【解決手段】ウエザストリップ4は、ドア2に対応するドア開口周縁に沿って設けられたフランジ部23に取着されるトリム部5と、トリム部5から車外側に突出し、中空部6aを有するシール部6とを備えている。シール部6は、ドア2の閉時にドア2の周縁部と当接する部位において厚肉部41を備えている。さらに、シール部6のうち厚肉部41に隣接するドア開口内周側及びドア開口外周側の部位がそれぞれ厚肉部41よりも肉薄の薄肉部42として構成されている。また、シール部6の内側には、シール部6のうちドア開口外周側の薄肉部42よりもドア開口外周側の部位と車外側側壁部12とを連結するブリッジ34が設けられている。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ドア開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
41 - 50 / 552
[ Back to top ]